
Διαδικασία κατασκευής πλακέτας FR408HR και πολυστρωματική αξιοπιστία

FR408HR multilayer reliability is created by the complete fabrication route. Material identity, inner-layer movement, copper balance, resin demand, lamination, drilling, hole-wall preparation, copper deposition, controlled-depth operations, inspection and change control all interact. A high-performance laminate cannot compensate for a poorly defined stackup or an uncontrolled interconnect process.
This guide follows the production stages that affect FR408HR multilayer reliability, from material preparation and inner-layer processing to lamination, drilling, plating, inspection, and repeat-production control.
Before release, confirm that the approved stackup, impedance requirements, material callout, hole structure, and inspection plan all match the intended fabrication route.
Why FR408HR Requires Controlled PCB Processing
FR408HR can be processed within established multilayer PCB methods, but the route must be developed around the actual construction. Thermal behavior, resin flow, moisture history, dimensional movement, copper distribution, hole architecture and repeated heat exposure determine whether the finished board is reliable.
Material Behavior Relevant to Fabrication
The manufacturing process is affected less by the marketing label “high-performance FR-4” than by specific material behavior. Isola describes FR408HR as FR-4 process compatible, but its processing guide also states that supplier recommendations are starting points that each fabricator must adjust and verify in its own equipment and board constructions.
Θερμικό σύστημα
High Tg and 360°C Td provide material margin, while the press profile still has to achieve full cure without resin starvation, excessive flow, registration loss, or trapped volatiles.
Bond preparation
The supplier guide recommends oxide-alternative treatment for lead-free builds and emphasizes drying treated inner layers before layup.
Drilling behavior
High-helix or undercut tools, lower chiploads than conventional FR-4 starting points, controlled hit count, and conservative settings for thick or heavy-copper panels improve hole quality.
Desmear response
The resin system can be chemically desmeared or plasma processed, but dwell, transfer through the hole, chemistry condition, panel thickness, and agitation determine the result.
Διαστατική κίνηση
Construction, copper distribution, grain direction, border design, and lamination cycle affect scaling. Process history must be separated by construction rather than reduced to one universal compensation factor.
Έλεγχος υγρασίας
Prepreg storage, treated-core drying, finished-board baking when required, moisture-barrier packaging, desiccant, and resealing discipline protect later soldering margin.
Classify the Build Before Selecting the Route
| Τύπος κατασκευής | Dominant risks | Review emphasis |
|---|---|---|
| Conventional 6–10 layer board | Impedance, copper balance, thickness, basic PTH reliability, and assembly. | Production stackup, plane assignment, finished copper, coupons, and panelization. |
| Thick industrial multilayer | Drill aspect ratio, plating distribution, press-fit holes, warpage, and thermal cycling. | Hole architecture, conservative drill route, microsection, plating evidence, and assembly heat mass. |
| High-layer-count signal board | Registration accumulation, thin dielectrics, fine lines, loss, backdrill, and dense vias. | Dimensional characterization, impedance/loss model, via stub control, and panel yield. |
| Sequential-lamination HDI | Subassembly moisture, multiple press cycles, microvia capture, stacked-via stress, and registration. | Cycle-by-cycle construction, bake control, via fill, copper balance, and reliability testing. |
| Hybrid-material multilayer | Mixed CTE, mixed flow, bond compatibility, different Dk/Df, and sourcing. | Material interface qualification, lamination route, electrical model, and change control. |
This classification helps prevent unnecessary complexity. A conventional 10-layer board should not be forced into an HDI route because the factory offers it, while a dense BGA design should not be treated as a conventional through-hole stack simply to reduce the quoted price.
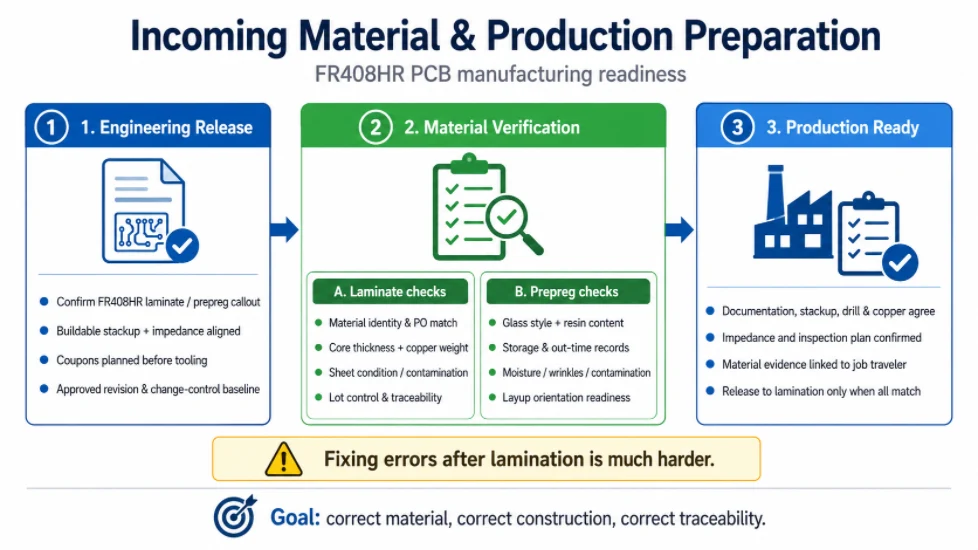
Incoming Material and Production Preparation
Production should not begin until the released documentation, exact material construction, storage condition, lot identity, stackup, copper, drill data, impedance requirements and inspection plan agree. Errors at this stage become progressively harder to correct after lamination.
Engineering Release Before Material Is Cut
The process begins before the first panel enters production. CAM and process engineering must reconcile the customer data with available FR408HR constructions and the factory’s qualified route.
Resolve the material callout
The drawing should identify Isola FR408HR laminate and prepreg, or define approved equivalents. The released manufacturing documentation should also state whether the requirement applies to every dielectric layer, whether a hybrid construction is allowed, and whether material documentation is required with shipment.
Convert the design stackup into a buildable construction
Nominal dielectric thicknesses from an EDA tool do not directly identify the core and prepreg that will be purchased. The manufacturer selects available glass styles, resin contents, copper weights, and nominal constructions, then predicts pressed thickness after accounting for copper pattern and resin demand. Controlled-impedance designs should not proceed until the manufacturing stackup and impedance table are aligned.
Define coupons and evidence at panel planning
Impedance coupons, microsection coupons, plating coupons, solderability samples, and customer-specific test structures consume panel space. They must be planned before tooling. Adding them after panel optimization can change yield, cost, or delivery.
Establish the change-control baseline
The released revision should identify the approved engineering data set, material, stackup, and inspection plan. Any later change to construction, copper foil, surface finish, or process route should be evaluated against that baseline.
FR408HR Material Verification, Storage and Traceability
Incoming control prevents the correct drawing from being built with the wrong material. Verification can include supplier label, material family, core thickness, copper weight, prepreg glass style, resin content, sheet or roll condition, storage status, and customer-specific certificate requirements.
Laminate checks
- Confirm material identity and purchase-order match.
- Verify core thickness and copper foil against the stackup traveler.
- Inspect sheet condition, edge damage, contamination, oxidation, and handling marks.
- Maintain orientation or grain-direction controls when the process plan requires them.
- Segregate customer-owned, lot-controlled, or qualification-specific inventory.
Prepreg checks
- Confirm glass style and resin content rather than relying on total nominal thickness alone.
- Check storage and out-time records under the supplier and factory requirements.
- Protect prepreg from moisture, contamination, wrinkles, and uncontrolled room exposure.
- Identify whether tooling or cut-panel preparation will affect layup orientation.
Material acceptance should be documented in a way that production can use. A certificate filed in purchasing is not enough if the layup operator cannot connect it to the job traveler.
Inner-Layer Imaging, Etching and Bond Preparation
Inner-layer geometry must anticipate etching, copper distribution and lamination movement. AOI, bond treatment and moisture removal protect the multilayer book from defects that will become inaccessible after pressing.
Imaging, Etching and Dimensional Compensation
FR408HR inner layers are generally compatible with established aqueous imaging and common copper etchants. The more difficult issue is dimensional behavior. Thin cores, unbalanced copper patterns, glass orientation, panel borders, and the selected lamination cycle can produce different movement in the warp and fill directions.
Start from process history, then measure the actual panel
Supplier compensation tables can provide an initial reference, but the factory should characterize movement on its own equipment. First-run measurements are particularly important when the construction, core thickness, copper pattern, or press cycle is new. The goal is to place drilled holes and outer-layer images over the inner-layer pads after lamination—not merely to match pre-lamination artwork dimensions.
Copper balance affects both etching and later lamination
Large plane areas, isolated copper islands, dense signal regions, and broad copper-free windows create unequal resin demand and stress. CAM may add thieving, modify panel borders, or recommend layout changes outside the functional circuitry. Any change that affects controlled impedance, high-voltage spacing, or customer-defined keepouts should be approved.
Inner-layer AOI is the first containment gate
Automated optical inspection should identify opens, shorts, nicks, protrusions, clearance problems, and imaging defects before the layers become inaccessible. Repair rules should be defined by the applicable class and customer specification.
Bond Enhancement and Moisture Removal
The inner copper surface needs a controlled texture and chemistry to support interlayer adhesion. Oxide-alternative treatments are commonly used for lead-free multilayer applications. The process must produce a uniform surface without leaving moisture that interferes with prepreg cure.
Dry treated inner layers before layup
The Isola processing guide emphasizes drying after oxide-replacement treatment and identifies 120 minutes at 110°C or higher as a supplier starting recommendation for layers that will see lead-free service. The factory must validate its own dryer loading, rack arrangement, panel spacing, temperature uniformity, transfer time, and moisture condition. The important result is a dry core entering layup, not blind compliance with a clock value.
Wet cores can damage cure and long-term performance
Moisture can interfere with resin cure, reduce the effective glass-transition behavior, promote voiding or delamination, and lower the margin during assembly. Layers should be protected from reabsorption between drying and layup.
Bond-treatment compatibility must be qualified
Reduced black oxide, oxide replacement, and adhesion promoters do not all behave identically with every resin system. The process should be qualified for peel strength, thermal exposure, pink-ring performance, and the customer’s reliability expectations.
Layup and FR408HR Multilayer Lamination
Πολυστρωματική πλαστικοποίηση converts the approved stackup into one structure. Symmetry, copper balance, resin demand, orientation, cleanliness, press loading, heat transfer, pressure, vacuum, cure and cooling must be developed as one controlled operation.
Architecture, Symmetry and Copper Balance
Before operators build the multilayer book, engineering must understand how the released design will behave as a composite panel. Symmetry, copper balance, resin demand and dimensional movement are not separate design topics; they determine whether the selected lamination route can produce stable registration, thickness and flatness.
Symmetry begins with dielectric and copper mass
Mirroring layer functions is useful, but the physical construction matters more. Core thickness, prepreg thickness, copper weight, copper coverage, plane placement, and surface copper should be balanced around the center of the board where possible.
Local copper imbalance can be more important than average coverage
A layer that is 50% copper overall may still contain one nearly solid half and one nearly empty half. During lamination, the resin demand, local pressure, and stress differ across the panel. During assembly, the thermal mass differs across the product. Copper thieving and layout adjustment should therefore consider distribution, not only percentage.
Component-side asymmetry appears after PCB fabrication
A mechanically balanced bare board can warp during assembly if one side has large BGAs, shields, transformers, or copper-connected power components and the other does not. Board design, panel support, reflow profile, and fixture strategy may need to account for the assembled mass.
Bow and twist limits should match the product
Generic acceptance criteria may be insufficient for press-fit connectors, fine-pitch BGA assembly, card-edge systems, or a board captured by a rigid enclosure. State the product-level flatness requirement when it is more restrictive than the default standard.
Every additional copper interface creates another resin-flow problem. The prepreg must fill conductor valleys, wet treated copper, consolidate the stack, and retain the target dielectric. Heavy copper and dense plane transitions increase the challenge.
Resin-rich and resin-starved regions can exist on the same panel
Open areas attract more resin flow, while dense copper can restrict it. The result may be local thickness change, glass stop, voids, or resin starvation. A manufacturer may select different prepreg constructions, add plies, adjust copper balance, or change panel borders to improve the flow map.
Heavy inner-layer copper changes more than finished thickness
It increases topography, etch difficulty, resin demand, and local stress. It can also increase heat spreading and change the assembly profile. The stackup should state whether the copper is starting or finished and which layers carry the heavy requirement.
Large copper-free windows require deliberate treatment
Connector keepouts, isolation zones, antennas, and mechanical openings can create broad empty areas. Nonfunctional copper cannot be added indiscriminately because it may affect impedance, isolation, emissions, or certification. The drawing should identify where thieving is allowed and prohibited.
As layer count increases, registration becomes a cumulative problem. Each core has its own thickness, glass orientation, copper pattern, and process history. Imaging, bond treatment, drying, and lamination contribute movement.
Characterize movement by construction
Compensation derived from one core thickness and copper pattern may not be appropriate for another. The factory should maintain history by material family, core thickness, layer type, direction, panel format, and press route. New constructions may need X-ray or test-panel feedback before full production.
Tooling strategy must fit the registration requirement
Pin lamination, pinless optical registration, rivet systems, X-ray drilling, and target-based tooling each have different process strengths. The chosen method should preserve layer-to-layer alignment and support the finished annular-ring requirement.
Annular ring is the result of several tolerances
Pad size, artwork movement, layer registration, drill position, hole wander, plating, and breakout criteria all contribute. Reducing the pad to create routing space can remove the manufacturing margin needed for a thick or high-layer-count board.
Buried vias add another registration stack
A buried-via subassembly is drilled and plated before being laminated into the final board. The next build must register to features that have already moved and accumulated thickness. Capture pads and routing clearances should account for that sequence.
Layup and Multilayer Book Construction
Layup converts separate etched cores and prepreg sheets into the intended layer sequence. This step is vulnerable to human and material errors because many constructions look similar but are not electrically or mechanically interchangeable.
Verify sequence, orientation, and material at the point of use
- Match each inner layer to the traveler and tooling system.
- Confirm core and prepreg constructions against the approved stackup.
- Control glass direction when the process plan or dimensional model requires it.
- Use clean handling to prevent debris, fingerprints, and foreign material.
- Identify special foils, release films, separator plates, and press-pad arrangements.
Resin demand is driven by copper topography
Prepreg must fill spaces around traces and planes while maintaining the target dielectric. Heavy copper, broad copper-free regions, embedded structures, and uneven copper density increase the risk of resin starvation, excessive resin flow, glass stop, or local thickness variation. The build may require different prepreg selections or multiple plies rather than simply adding nominal thickness.
Sequential-lamination subassemblies need additional control
These accumulated risks are addressed again in the advanced multilayer structures and CAF control section.
Heat, Pressure, Resin Flow and Cure
Lamination must soften the prepreg resin, allow it to wet and fill the copper topography, remove air, consolidate the stack, and complete cure without trapping voids or creating unacceptable thickness and registration error.
Supplier windows are starting points, not universal set points
The Isola processing guide gives a general curing-temperature range of approximately 188–202°C and a cure-time range of 130–160 minutes at cure temperature or above 190°C. It also describes vacuum dwell, controlled heat ramp, pressure application, and cooldown guidance. The board manufacturer should build its press recipe from product temperature—not only platen temperature—and validate the profile with thermocouples or established press characterization.
Heat ramp changes the resin-flow window
A faster ramp lowers minimum viscosity and can improve fill, but it shortens the time available for controlled flow and can increase glass-stop or resin-starvation risk. A slower ramp provides a broader flow window but may need different pressure timing. Thick panels, heavy copper, dense copper, and multiple-panel books heat differently from thin, simple constructions.
Pressure must be applied at the right time
Too much pressure too early can force resin out of the panel or distort the construction. Too little pressure can leave voids, poor fill, or weak consolidation. The correct pressure depends on press type, vacuum assistance, panel area, copper distribution, prepreg flow, caul plates, and the intended finished thickness.
Cooldown protects flatness and dimensional stability
Removing or transferring a hot panel before it has cooled under appropriate pressure can increase warpage and residual stress. Cooldown criteria should be part of the recipe, not a production shortcut.
| Lamination symptom | Possible contributors | Review path |
|---|---|---|
| Local voiding | Trapped air, wet cores, insufficient flow, contamination, poor vacuum, or rapid gel. | Material dryness, layup cleanliness, vacuum trace, product-temperature profile, and resin-demand map. |
| Resin starvation | High copper topography, insufficient prepreg resin, excessive pressure, excessive flow, or panel-edge loss. | Prepreg construction, copper balance, pressure timing, border design, and finished dielectric sections. |
| Thickness outside target | Incorrect material, pressed-thickness model error, resin-flow variation, copper-weight error, or press loading. | Incoming material record, layup traveler, press log, coupon cross-section, and panel map. |
| Layer registration shift | Artwork compensation error, tooling movement, asymmetric construction, press slip, or nonuniform heating. | Pre/post-lamination measurement, pin/tooling condition, compensation history, and press-book symmetry. |
| Delamination after thermal exposure | Moisture, incomplete cure, contamination, weak bond treatment, voiding, or damaged hole wall. | Moisture history, DSC/TMA or cure evidence where applicable, bond process, cross-section, and assembly profile. |

Διάτρηση και προετοιμασία τοιχώματος οπών
Hole reliability begins before copper deposition. Drill entry and exit support, tool condition, hit count, chip evacuation, heat, aspect ratio, deburring, desmear and hole-wall conditioning affect whether copper can form a continuous, durable interconnect.
Mechanical Drilling Control
The Διαδικασία διάτρησης PCB must create a cylindrical, debris-controlled hole without excessive glass fracture, resin damage, nailheading, breakout, burrs, or tool-induced heat. The drill program should reflect the finished hole requirement and the plating allowance.
Tool geometry and drill loading matter
The supplier guide recommends undercut drill geometries and high-helix tools as initial approaches for smaller holes. It also warns that high cutting speeds and high chip loads can produce rough holes and glass-yarn fracture. The fabricator should optimize spindle speed, infeed, retract, hit count, stack height, entry material, backup material, and tool-change limits from measured hole quality.
Thick boards and heavy copper need conservative parameters
High layer count, thick overall construction, heavy copper interlayers, coarse glass, and dense hole patterns increase heat and debris loading. The factory may reduce stack height, lower chip load, use more frequent tool changes, or drill difficult features separately.
Secondary drilling and routing may need different tooling
Larger holes drilled after plating, slots, cutouts, edge features, and score lines can experience crazing or glass fracture if standard FR-4 settings are used without review. Entry/backup support, plunge geometry, router design, web thickness, and score depth should be validated against the actual board.
Through-Hole Risk in Thick Multilayer Boards
Plated-through-hole reliability is one of the main reasons customers select a higher-performance FR-4 system. The barrel must survive Z-axis expansion and repeated thermal exposure without cracking at the knee, center, or inner-layer connection.
Aspect ratio must be calculated from the production drill
Aspect ratio is commonly related to board thickness and drilled hole diameter, not merely the finished hole. Plating allowance and drill compensation should be understood. A nominally acceptable ratio can become difficult when hole density, board thickness tolerance, glass style, and plating distribution are included.
Hole quality before plating determines the plating foundation
Rough walls, glass fracture, resin cracking, smear, debris, or inner-layer nailheading cannot be repaired by adding more copper. Conservative drilling, controlled hit count, proper entry/backup material, and validated desmear improve the foundation.
Copper distribution through the barrel must be verified
Surface copper thickness does not prove center-barrel thickness. Representative microsections should include the smallest or most difficult holes and should be located where panel plating is least favorable.
Thermal-stress evidence should match the use case
Solder float, reflow simulation, interconnect stress testing, thermal shock, or customer-specific cycling may be appropriate. The test method, sample construction, acceptance criteria, and report requirements should be agreed before production.
Σημαντική διάκριση
The laminate’s published thermal values describe the material. PTH qualification describes the manufactured interconnect in a specific board construction. One cannot substitute for the other.
Deburring, Desmear and Hole Conditioning
FR408HR is thermally stable and can generate relatively little smear when correctly cured and drilled. Desmear is still required to remove debris and create a surface that supports electroless copper adhesion. Hole quality before desmear strongly influences the result after desmear.
Chemical desmear must match the resin system
FR408HR can be more chemically resistant than ordinary FR-4. Aggressive swelling systems can damage glass-resin interfaces or reduce reliability after lead-free thermal stress. The supplier guide discourages NMP-type swelling chemistry and indicates that alternative systems and dwell conditions should be validated with the chemistry supplier.
Plasma is useful for difficult structures
Plasma desmear can provide controlled resin removal and is particularly useful for thick boards, high-aspect-ratio holes, or chemically resistant resin systems. When plasma and permanganate are combined, the process must avoid excessive removal. Gas mixture, power, time, chamber loading, and hole geometry all affect the result.
Three-point etchback is not ordinary desmear
A true etchback exposes the inner-layer copper on three sides. Chemical desmear alone may not achieve this reliably in FR408HR. If the drawing requires etchback rather than smear removal, the process route and acceptance section should be explicitly agreed.
Verify the hole wall before plating
Test coupons or representative production samples can be examined after drilling and after desmear. The review should distinguish drill damage from desmear effectiveness. Smooth debris-free resin, controlled glass exposure, clean inner-layer interfaces, and absence of gross cracking are more meaningful than assuming the chemistry worked because the timer completed.
Copper Plating and Interconnect Formation
Electroless copper and electrolytic plating must create a continuous conductive path with sufficient thickness, adhesion and distribution. Blind vias, buried vias, via-in-pad structures and backdrilled holes add construction-specific controls that should be defined before the plating route is released.
Electroless Copper, Electroplating and Pattern Formation
After conditioning, a conductive seed layer is deposited and the holes are electroplated to the required copper thickness. Plating must reach the center of high-aspect-ratio holes without unacceptable surface overplating or nodules.
Aspect ratio is a plating problem, not only a drilling problem
A mechanically clean hole can still have inadequate copper distribution. Board thickness, minimum drill, hole density, solution movement, current density, throwing power, panel orientation, and plating time determine the final barrel.
Finished copper affects impedance and fine-line yield
Outer-layer traces are imaged before pattern plating, so copper growth changes both thickness and width. The impedance model should use finished geometry, and CAM should account for etch and plating compensation.
Microsection evidence should represent the difficult features
A coupon that is easier to plate than the densest production region can give false confidence. The coupon design, panel location, hole size, and aspect ratio should be representative of the acceptance requirement.
Blind Vias, Buried Vias, Via-in-Pad and Backdrilling
Advanced interconnect features cannot be reviewed as isolated drawing notes. Each feature changes the lamination sequence, drill route, cleaning, plating, filling, planarization, registration, inspection and electrical-test strategy. The blind-via PCB lamination guide provides additional context for buried subassemblies and sequential build-up.
Blind-via dielectric thickness controls manufacturability
Laser-via diameter, capture pad, target pad, dielectric thickness, copper thickness, and aspect ratio must work together. A small via through a thick dielectric may not produce a reliable ablation and plating window.
Buried vias change lamination and test planning
Buried structures should be electrically tested before final lamination where the route permits. Once encapsulated, defects are difficult to isolate. Subassembly test and inspection can contain risk before more material and processing are added.
Via-in-pad requires a complete finish definition
For an assembly pad, “filled” is not enough. The drawing should specify fill material, planarity, copper cap, surface finish, void acceptance, and any dimple allowance. Inadequate fill can cause solder loss, voiding, uneven joints, or BGA coplanarity problems.
Microvia chains should be minimized
Every microvia transition adds resistance, discontinuity, registration dependence, and reliability risk. Use the shortest interconnect structure that satisfies routing and escape needs.
High-layer-count boards often use through vias because they are robust and economical. The unused portion of the barrel can form a resonant stub in high-speed channels. Backdrilling removes much of that unused copper after plating.
Define the electrical objective as a residual stub
Backdrill depth depends on board thickness and layer position, but the system concern is the remaining stub. The drawing should specify drill side, target layer, affected holes, maximum residual stub, and no-drill keepouts.
Registration and depth tolerance consume the keepout
The backdrill is larger than the original plated hole and must avoid nearby traces and pads. Layer-depth tolerance, board thickness variation, drill-point geometry, and machine accuracy determine the required clearance.
Verification should be planned
Cross-section, depth measurement, X-ray, or other methods can verify the operation. If a report is required for each lot, include the coupon or sample in panel planning.
Backdrilling is not always the best answer
Blind vias, layer reassignment, connector pin remapping, or shorter through-via spans may produce a cleaner channel. Compare electrical benefit, fabrication cost, and inspection burden.
Advanced Multilayer Structures and CAF Control
Sequential lamination, HDI build-up, dense via fields and mixed interconnect technologies increase the number of thermal and registration events. CAF risk, spacing, moisture, resin condition and process cleanliness must be reviewed together with the electrical layout and product environment.
Sequential Lamination and HDI Build-Up
FR408HR is described as suitable for multiple lamination cycles, which makes it relevant to buried-via and HDI structures. Multiple cycles still increase process complexity and thermal history.
Subassembly drying is a process gate
Processed cores can absorb moisture during storage and handling. Before secondary lamination, the subassembly may require extended drying. The exact bake depends on thickness, storage history, construction, and factory qualification. The dried panel should be protected from uncontrolled exposure before layup.
Every cycle changes the dimensional reference
The first press cycle sets the subassembly dimensions. Drilling and plating add features. The second cycle introduces additional movement. The process plan should identify which targets are used for each drilling and imaging step and how cumulative error is controlled.
Stacked microvias need reliability evidence
Stacked structures concentrate stress and depend on copper fill quality, capture-pad geometry, registration, and the thermal behavior of the complete stack. Staggered microvias can reduce some stress but consume routing space. The choice should be based on density and qualification, not aesthetics.
Do not add lamination cycles casually
A via structure that could be built in one or two cycles should not be divided into more cycles without a clear reason. Each cycle adds cost, lead time, moisture control, registration risk, and qualification burden.
CAF, Spacing and Moisture in Dense Boards
Conductive anodic filament risk depends on material, voltage, spacing, moisture, contamination, glass-resin interfaces, drilling damage, and time. FR408HR is described as CAF resistant, but dense via fields and high-voltage differences still require design and process control.
Via-to-via and via-to-plane spacing should include tolerance
Nominal CAD spacing can be reduced by drill wander, registration, plating, resin recession, and local defects. Use finished geometry and manufacturing tolerance in the reliability assessment.
Clean hole walls reduce one source of risk
Glass fracture, resin damage, and contamination can create paths that are more vulnerable under humidity and bias. Drilling and desmear quality therefore support both plating and insulation reliability.
Assembly cleanliness remains relevant
Flux residue and ionic contamination on the surface can create leakage or tracking even when the laminate performs well internally. Bare-board material selection does not eliminate PCBA cleaning and coating requirements.
Outer-Layer Processing, Solder Mask and Surface Finish
Outer-layer imaging, pattern plating, etching, solder mask, surface finish, profiling and cleaning complete the physical board. Each operation must preserve annular ring, conductor geometry, impedance assumptions, solderability, dimensional requirements and cleanliness.
Solder mask imaging benefits from FR408HR’s UV-blocking and laser-fluorescing characteristics, but final quality still depends on surface preparation, mask type, exposure, cure, registration, and cleanliness.
Select the surface finish for the assembly and product
ENIG, OSP, immersion silver, lead-free HASL, ENEPIG, hard gold, and other finishes have different flatness, shelf-life, wire-bonding, contact, and soldering behavior. The material does not dictate the finish. Component type, storage, assembly, reliability, and customer qualification do.
Control routing and scoring around high-modulus material
Router tool geometry, feed, spindle speed, board support, and score web thickness may need adjustment to prevent edge fracture. Finished edges should be inspected where the product relies on tight mechanical fit, exposed high-voltage spacing, or clean breakaway.
Cleanliness is part of electrical reliability
Fabrication residues, handling contamination, metal particles, and ionic material can affect insulation and assembly. Cleanliness requirements and test methods should be specified when the product is high voltage, high impedance, conformally coated, or used in a harsh environment.
Inspection Gates and Reliability Verification
Inspection gates prevent an upstream defect from consuming additional value downstream. The control plan should identify the check, acceptance criterion, record, disposition authority and release condition at each irreversible operation.
Post-Lamination Registration and Thickness Verification
After pressing, panels should be inspected before expensive downstream operations continue. The checks may include overall thickness, local thickness, flatness, X-ray registration, coupon alignment, surface condition, flash removal, and evidence of voids or edge damage.
Routing is generally preferred over aggressive shearing for removing cured flash from high-modulus panels because uncontrolled edge stress can create cracks or crazing. The exact method depends on panel design and factory equipment.
Electrical Test, TDR, Final Inspection and Packaging
Electrical test verifies the manufactured netlist
Flying probe or fixture test should compare the finished board with the released netlist and agreed continuity/isolation limits. Test coverage must account for isolated nets, embedded resistors or capacitors if present, and customer-defined exclusions.
TDR verifies the production impedance coupon
The TDR report should identify the job, coupon, target, tolerance, layer or structure, measured result, and test method. It validates the coupon—not automatically every trace on the board—so coupon representation and process control remain important.
Final inspection ties the route back to the drawing
Inspection can include dimensions, thickness, hole size, annular ring, solder mask, markings, surface finish, flatness, cleanliness, cosmetic criteria, certificates, and customer-specific reports. Any deviation should be reviewed before shipment rather than buried in a final inspection note.
Packaging should protect the assembly margin
The Isola processing guide recommends dry finished boards before packaging and describes moisture-barrier bags, humidity indicator cards, and desiccant as best-practice options for long shelf life or demanding lead-free assembly. The required pack should be agreed by the customer and assembly site. Opened bags should be resealed or processed under the agreed floor-life rules.
Inspection Gates Across the Manufacturing Route
A process flow is useful only when it defines where nonconforming work is stopped. The following gates connect each operation to a release decision. Exact sampling, class, coupon design, report format, and acceptance limits must be agreed in the customer documentation.
For a broader acceptance framework, review Έλεγχος ποιότητας PCB; the FR408HR control plan should then add material- and construction-specific evidence.
| Πύλη επιθεώρησης | Τι επαληθεύεται | Τυπικά στοιχεία | Risk contained before the next operation |
|---|---|---|---|
| Incoming material release | FR408HR identity, core thickness, copper, prepreg construction, lot, storage status and shelf-life controls. | Receiving record, supplier label, certificate or traceability record when required. | Wrong or uncontrolled material entering production. |
| Inner-layer AOI release | Opens, shorts, line width, spacing, copper features, targets, tooling and layer identity. | AOI record, defect disposition, first-panel dimensional data. | Latent circuit defects becoming permanently buried. |
| Layup verification | Core/prepreg sequence, copper orientation, grain direction, lot allocation, release film and caul arrangement. | Layup traveler, barcode scan, independent sign-off for controlled jobs. | Incorrect stackup or material orientation becoming irreversible. |
| Post-lamination release | Panel thickness, cure/press record, registration, voids, delamination, bow and twist. | Press chart, thickness map, X-ray registration data, visual inspection. | Bad panels consuming drill and plating capacity. |
| Drill and hole-preparation release | Hole size, position, breakout, debris, smear removal, etchback where specified and hole-wall condition. | Drill inspection, coupon section, process-bath records. | Defective holes entering electroless copper and plating. |
| Plating release | Copper thickness and distribution, voids, adhesion, wrap where applicable, surface uniformity. | Microsection, coulometric/XRF measurements, plating chart. | Weak interconnects reaching final imaging and finish. |
| Outer-layer AOI release | Final conductor geometry, annular ring, shorts, opens, nicks and residual copper. | AOI inspection and repair/disposition record. | Circuit defects being hidden by solder mask. |
| Electrical and impedance release | Netlist continuity/isolation and controlled-impedance coupon results. | Flying-probe/fixture result, TDR trace and test summary. | Electrically nonconforming boards reaching shipment or assembly. |
| Final shipment release | Dimensions, finish, solder mask, marking, cleanliness, flatness, quantity, packaging and required documentation. | Final inspection report, certificate, moisture-barrier packaging record. | Nonconforming product or incomplete evidence leaving the factory. |
Repeat Production, Applications and Process Review
A technically successful first build becomes valuable only when the material, stackup, process route, inspection plan, approved deviations and change triggers can be reproduced. This section consolidates application fit, control planning, prototype-to-production transfer, review checklists, recurring questions and source references.
Applications That Commonly Justify FR408HR Multilayer Construction
Applications should be selected by board function rather than by marketing category. FR408HR is generally relevant where multilayer thermal reliability, controlled impedance and stable production are required together.
Switch control boards, line-card control sections, communication processors and interface boards with controlled impedance, connector transitions and repeatable multilayer construction.
Industrial computers, machine-control platforms, motion systems, data-acquisition hardware and long-life embedded controllers exposed to repeated lead-free assembly or demanding service conditions.
Mixed-signal instruments, automated test equipment, acquisition cards and backplanes where channel consistency, high layer count and controlled interconnect geometry matter.
Non-implantable equipment and diagnostic platforms that require controlled documentation, stable repeat builds and an acceptance plan matched to the governing product requirements.
Control and monitoring boards where thermal cycles, long service life and multilayer reliability are important. CTI, voltage spacing and automotive qualification remain separate requirements.
FR408HR may be used for digital or control layers while a specialized RF material is used elsewhere. Hybrid press compatibility, bondply, copper treatment and registration require a dedicated review.
Application boundary: do not describe FR408HR as a universal radar or microwave substrate. The RF channel may require a lower-loss laminate or hybrid structure even when FR408HR is suitable for the digital control portion.
FR408HR Manufacturing Process Control Plan
| Process gate | Key record | Typical release question |
|---|---|---|
| Μηχανική | Approved stackup, DFM, impedance table, coupon plan | Is the proposed construction manufacturable and approved? |
| Εισερχόμενο υλικό | Material identity, lot, core/prepreg construction | Does the received material match the traveler? |
| Εσωτερική στρώση | AOI record, dimensional measurement | Are circuitry and compensation within release limits? |
| Πλαστικοποίηση | Layup verification, press recipe, product-temperature evidence | Was the correct book cured under the qualified route? |
| Drill/desmear | Tool program, hit count, hole-wall sample | Is the hole clean and suitable for plating? |
| Επιμετάλλωση | Bath/process record, copper measurement, microsection | Does the representative barrel meet the copper and quality criteria? |
| τέλος | Electrical test, TDR, dimensions, certificates | Does the finished lot meet the released drawing and reporting requirements? |
Prototype-to-Production Control
Freeze the construction that was validated
After prototype approval, record actual core/prepreg constructions, copper foil, impedance geometry, coupon, press route, drill and desmear route, surface finish, and inspection plan. A generic stackup drawing is not enough for repeatability.
Separate design changes from process changes
A design ECO changes product data. A process change can occur even when the Gerbers remain the same. Material availability, panel size, foil, chemistry, tooling, or test method can change. Define which process changes require notification or requalification.
Reserve material for forecast production when continuity matters
Special cores, prepregs, or copper foils may not be stocked indefinitely. Forecast volume and qualification duration help the manufacturer plan inventory and identify obsolescence or substitution risk before the next order.
Use pilot production to validate the production route
A small engineering lot may be built with extra handling, selected panels, or manual attention. A pilot lot should use the intended production tooling, panel, inspection, test, assembly route, and documentation so that scale-up risk is visible.
Multilayer Design and Process Review Checklist
- Material requirement and substitution rule are explicit.
- Layer functions, reference planes, and power distribution are stable.
- Core/prepreg constructions are available and approved.
- Copper weights and copper distribution are reviewed for symmetry and resin flow.
- Finished thickness and bow/twist requirements match mechanical use.
- Through-hole aspect ratio and plating route have margin.
- Blind/buried via spans and lamination cycles are minimized.
- Via-in-pad fill/cap and assembly expectations are fully defined.
- Backdrill side, target, residual stub, and keepout are specified.
- Impedance coupons and TDR reports represent the product structure.
- Microsection and thermal evidence address the most difficult features.
- Prototype, pilot, and production constructions are controlled by revision.
Συχνές ερωτήσεις
Can FR408HR run on a standard FR-4 production line?
It can be processed with conventional multilayer PCB equipment, but the factory must qualify the actual material, press cycle, movement compensation, drill route, desmear chemistry, plating and inspection plan. “Standard line” does not mean generic settings.
Why is plasma desmear discussed for FR408HR?
Plasma can improve hole-wall preparation for difficult resin systems, small vias, high aspect ratios or sequential-lamination structures. The correct route depends on the hole geometry, resin condition, chemistry and required etchback.
Does FR408HR eliminate plated-through-hole cracking?
No. Lower Z-axis expansion and strong thermal properties create material margin, but PTH reliability still depends on drill quality, smear removal, copper thickness and distribution, hole aspect ratio, thermal exposure, moisture and board design.
Is sequential lamination automatically safe with FR408HR?
No. Every cycle changes dimensional references and adds thermal history. Subassembly drying, movement data, microvia structure, copper distribution and cycle count must be controlled and validated.
When should backdrilling be used?
Use backdrilling when channel analysis shows that the residual via stub creates unacceptable resonance or loss and the design provides sufficient depth tolerance, keepout, registration margin and verification method.
What records are most useful for repeat production?
The approved material construction, stackup revision, movement factors, press recipe, drill and desmear route, plating evidence, coupon/test results, inspection records and approved deviations provide the strongest production baseline.
Τεχνικές αναφορές
- Isola FR408HR data sheet — Typical thermal/electrical properties, product attributes and IPC recognition.
- Isola FR408HR processing guide — Supplier starting guidance for handling, drying, lamination, drilling and related processing.
- IPC-6012 — Qualification and performance requirements for rigid printed boards, including multilayers and blind/buried-via constructions.
- IPC-A-600 — Visual representations of printed-board acceptability conditions.
- IPC-TM-650 — Test-method library; the exact method and revision should be stated when a measurement is contractual.
The customer drawing, purchase order, approved stackup and specified standard revision remain the controlling production requirements.
Request a Manufacturing and Multilayer Process Review
Send the stackup, material callout, layer count, copper distribution, hole architecture, controlled-depth requirements, impedance table, finished thickness, acceptance class, inspection requirements and production volume.
Highleap can review the proposed route for material availability, lamination count, registration risk, drill/plating capability, backdrill, test coupons and repeat-production control before tooling.

συνιστάται Δημοσιεύσεις

Υπηρεσία κατασκευής πλακετών τυπωμένων κυκλωμάτων Taconic RF-35 — Πρωτότυπο μέσω μαζικής παραγωγής
Σχήμα 1. PCB Taconic RF-35 Το Taconic RF-35 είναι το άλογο εργασίας...

Κατασκευή πλακέτας τυπωμένου κυκλώματος Isola Astra MT77
Σχήμα 1. Κατασκευή πλακέτας τυπωμένου κυκλώματος Isola Astra MT77 Isola Astra...

Υπηρεσίες κατασκευής και συναρμολόγησης πλακετών τυπωμένων κυκλωμάτων Custom Rogers RO4835
Σχήμα 1. Πλακέτα Rogers RO4835 Η πλακέτα Rogers RO4835 είναι...

Οδηγός υλικού και κατασκευής πλακέτας τυπωμένου κυκλώματος Nelco N4000-13 | Highleap Electronics
Σχήμα 1. Πλακέτα Nelco N4000-13 Η πλακέτα Nelco N4000-13 είναι...
Πώς να λάβετε προσφορά για πλακέτες τυπωμένων κυκλωμάτων (PCB)
Ας εκτελέσουμε ανάλυση DFM/DFA για εσάς και ας επικοινωνήσουμε μαζί σας με μια αναφορά. Μπορείτε να ανεβάσετε τα αρχεία σας με ασφάλεια μέσω του ιστότοπού μας. Χρειαζόμαστε τις ακόλουθες πληροφορίες για να σας δώσουμε μια προσφορά:
-
- Gerber, ODB++ ή .pcb, spec.
- Λίστα BOM εάν χρειάζεστε συναρμολόγηση
- Ποσοτητα
- Χρόνος στροφής
Για υπηρεσίες PCBA, παρακαλούμε να μας δώσετε τον Πίνακα Υλικών (BOM) και τυχόν συγκεκριμένες οδηγίες συναρμολόγησης. Προσφέρουμε επίσης ανάλυση DFM/DFA για τη βελτιστοποίηση των σχεδίων σας για κατασκευασιμότητα και συναρμολόγηση, διασφαλίζοντας μια ομαλή διαδικασία παραγωγής.