
Guía del proceso de fabricación de PCB flexibles

El proceso de fabricación de PCB flexibles transforma finas películas de polímero y láminas de cobre en circuitos flexibles que alimentan todo tipo de dispositivos, desde smartphones e implantes médicos hasta sensores automotrices y sistemas aeroespaciales. A diferencia de las placas rígidas FR4, los circuitos flexibles requieren materiales especializados, controles de proceso más estrictos y una manipulación cuidadosa, donde el estado del sustrato, la adhesión del cobre y la laminación de la capa de recubrimiento afectan directamente el rendimiento del ensamblaje y la fiabilidad a largo plazo. Este artículo explica el flujo completo de fabricación de FPC de una cara, de doble cara y multicapa, los controles de calidad críticos en cada etapa y qué se debe proporcionar al solicitar un presupuesto.
Índice
- ¿Qué es una PCB flexible y por qué su fabricación difiere?
- Materiales clave en la producción de PCB flexibles
- Proceso de fabricación de PCB flexibles de una sola cara
- Proceso de fabricación de PCB flexible de doble cara
- Proceso de fabricación de PCB flexibles multicapa
- Control de calidad y estándares industriales
- Consideraciones de diseño para la fabricación
- Servicios de fabricación de PCB flexibles de Highleap
Las placas de circuito impreso flexibles permiten el enrutamiento tridimensional, una reducción de peso de hasta un 70 % en comparación con las alternativas rígidas y un rendimiento fiable en aplicaciones de flexión dinámica. Sin embargo, estas ventajas conllevan una complejidad de fabricación: proceso de fabricación de PCB flexible exige un control preciso sobre la laminación, el grabado, el enchapado y la aplicación de la capa de recubrimiento para lograr resultados consistentes.
Esta guía cubre el flujo de trabajo de fabricación completo para PCB flexibles, desde la preparación de la materia prima hasta las pruebas eléctricas finales, ayudando a los ingenieros y profesionales de adquisiciones a comprender qué sucede en cada etapa y cómo especificar los requisitos correctamente.
1. ¿Qué es una PCB flexible y por qué su fabricación difiere?
Una PCB flexible (FPC) utiliza un sustrato de polímero delgado, generalmente poliimida (PI) o poliéster (PET), en lugar de epoxi rígido reforzado con fibra de vidrio. Esta diferencia fundamental en el material crea desafíos de fabricación que no existen con las placas de circuito impreso estándar. PCB rígidos:
- Inestabilidad dimensional: Los sustratos flexibles se expanden y contraen con los cambios de temperatura y humedad, lo que requiere un control de registro más estricto durante la toma de imágenes y la laminación.
- Sensibilidad de manejo: Las películas delgadas (normalmente de 12.5 a 50 μm) son susceptibles a arrugarse, doblarse y contaminarse, lo que exige un manejo a nivel de sala limpia durante toda la producción.
- Criticidad de la adhesión: La fuerza de unión entre el cobre, el adhesivo, el sustrato y la capa de recubrimiento afecta directamente la vida útil y la confiabilidad ante flexiones repetidas.
- Restricciones térmicas: Una masa térmica menor significa un calentamiento más rápido durante la soldadura, pero también una mayor sensibilidad a las variaciones de temperatura del proceso.
1.1 Clasificaciones de PCB flexibles
IPC-6013 define cuatro tipos principales de placas impresas flexibles, cada una con requisitos de fabricación distintos:
| Tipo | Construcción | Diferencia clave del proceso | Aplicaciones principales |
|---|---|---|---|
| De una sola cara (Tipo 1) | Una capa de cobre, uno o ambos lados cubiertos | No requiere enchapado de orificios pasantes | Tiras de LED, membranas de teclado, conectores sencillos |
| Doble cara (Tipo 2) | Dos capas de cobre con PTH | Requiere perforación → enchapado → secuencia de imágenes | Teléfonos inteligentes, cámaras, sensores, pantallas |
| Multicapa (Tipo 3) | Tres o más capas de cobre | Imágenes de la capa interna → laminación → perforación → enchapado | Dispositivos HDI, sensores complejos, interconexiones de alta densidad |
| Rígido-flexible (Tipo 4) | Secciones rígidas y flexibles laminadas entre sí | Laminación secuencial con ventanas flexibles selectivas | Aeroespacial, implantes médicos, sistemas militares |
La complejidad de fabricación (y el costo) aumentan con el número de capas porque cada capa adicional requiere ciclos separados de imágenes, inspección y laminación.
2. Materiales clave en la producción de PCB flexibles
La selección de materiales influye directamente en la flexibilidad, el rendimiento térmico, las características eléctricas y el rendimiento de fabricación. Comprender estos materiales ayuda a especificar correctamente los requisitos y a anticipar los factores de coste.
2.1 Materiales de sustrato
Poliamida (PI) domina el mercado de PCB flexible debido a su excepcional combinación de propiedades:
- Rango de temperatura de funcionamiento: -269 °C a +400 °C (a corto plazo)
- Temperatura de servicio continuo: -200°C a +260°C
- Resistencia a la tracción: 230–350 MPa
- Constante dieléctrica: 3.4–3.5 a 1 MHz
- Excelente resistencia química y a la radiación.
Los materiales de PI más comunes incluyen DuPont Kapton (series HN, EN y FN), Ube Upilex (tipos S y SGA) y películas de PI SKC Kolon. Los espesores estándar son 12.5 μm, 25 μm, 50 μm y 75 μm.
Poliéster (PET) Ofrece una alternativa rentable para aplicaciones menos exigentes, con un coste aproximadamente entre un 40 % y un 60 % inferior al de la poliimida. Sin embargo, el PET está limitado a temperaturas de funcionamiento continuo inferiores a 105 °C y no soporta los perfiles de reflujo estándar sin plomo, lo que restringe su uso a aplicaciones con ensamblaje a baja temperatura o componentes preinstalados.
Polímero de cristal líquido (LCP) está ganando adopción para aplicaciones de alta frecuencia debido a su constante dieléctrica ultrabaja (2.9–3.1) y factor de disipación (<0.002 a 10 GHz), mínima absorción de humedad (<0.02 %) y rendimiento eléctrico estable en frecuencias de ondas milimétricas.
2.2 Tipos de láminas de cobre
La elección entre los tipos de cobre afecta significativamente el rendimiento de la flexión:
| Tipo de cobre | Estructura de grano | Flexibilidad | Mejor aplicación |
|---|---|---|---|
| Laminado recocido (RA) | Alargado, horizontal | Superior: soporta más de 100 000 ciclos de flexión | Flexión dinámica (bisagras, mecanismos deslizantes) |
| Electrodepositado (ED) | Columnar, vertical | Inferior: adecuado para ciclos de flexión limitados | Flexión estática (doblar para instalar) |
Los espesores estándar del cobre varían de 12 μm (⅓ oz) a 70 μm (2 oz), siendo 18 μm (½ oz) y 35 μm (1 oz) los más comunes en aplicaciones flexibles.
2.3 Capa de recubrimiento y adhesivo
cubierta Es una película de poliimida preformada con reverso adhesivo que protege las pistas del circuito. Funcionalmente equivalente a la máscara de soldadura en placas rígidas, pero diseñada para mayor flexibilidad. La construcción estándar de la capa de recubrimiento combina una película de PI de 12.5–25 μm con un adhesivo de 15–25 μm.
Sistemas adhesivos se dividen en dos categorías:
- Adhesivos acrílicos: Buena flexibilidad, menor costo, adecuado para la mayoría de aplicaciones.
- Adhesivos epoxi: Mayor resistencia a la temperatura, mejor resistencia química.
FCCL sin adhesivo (2 capas) Une el cobre directamente a la poliimida mediante deposición de vapor o procesos de poliimida fundida, eliminando por completo la capa adhesiva. Esta construcción ofrece perfiles más delgados, mayor flexibilidad, mejor estabilidad dimensional y un rendimiento superior a altas temperaturas, pero con un mayor coste del material.

3. Proceso de fabricación de PCB flexible de una sola cara
El FPC de una sola cara representa la construcción de circuitos flexibles más sencilla y rentable. Con una sola capa de cobre y sin orificios pasantes, el proceso se centra en la precisión de la imagen, el grabado limpio y la correcta laminación de la cubierta.
3.1 Flujo de proceso completo
Corte de material → Horneado → Perforación (NPTH) → Laminación de película seca → Exposición → Revelado → Grabado → Decapado → Tratamiento de superficie → Laminación de recubrimiento → Curado → Acabado de superficie → Serigrafía → Perfilado → Prueba eléctrica → FQC → Empaquetado
3.2 Detalles del proceso paso a paso
Paso 1: Corte del material
El laminado flexible revestido de cobre (FCCL) se suministra en rollos, generalmente de 250 a 500 mm de ancho. La planificación de la producción optimiza el tamaño del panel para maximizar el aprovechamiento del material antes de cortar las láminas para su procesamiento. El corte de precisión con mínimas rebabas evita problemas de manipulación posteriores.
Paso 2: Horneado (Preacondicionamiento)
Los materiales cortados se hornean a 120-150 °C durante 1 a 4 horas para eliminar la humedad absorbida. Este paso crucial previene la delaminación, la formación de burbujas y la inestabilidad dimensional durante los procesos posteriores a alta temperatura. El contenido de humedad debe reducirse por debajo del 0.1 % antes de continuar.
Paso 3: Perforación (orificios pasantes sin revestimiento)
En FPC de una sola cara, la perforación crea únicamente orificios para herramientas, elementos de posicionamiento y cualquier orificio mecánico no chapado especificado en el diseño. El sustrato flexible se apoya entre materiales de soporte rígidos (láminas de aluminio o fenólico) para garantizar la precisión de la perforación. La perforación láser puede utilizarse para microvías inferiores a 100 μm.
Paso 4: Laminación de película seca
La película protectora fotosensible seca se lamina sobre la superficie de cobre limpia mediante rodillos calientes a 100-120 °C. Los parámetros de laminación adecuados garantizan una adhesión completa sin burbujas de aire ni arrugas que podrían causar defectos de imagen.
Paso 5: Exposición
La luz ultravioleta (normalmente de 350 a 450 nm de longitud de onda) transfiere el patrón del circuito desde la fotomáscara a la película protectora seca. Las fuentes de luz colimadas y el contacto al vacío garantizan una definición nítida del patrón. La energía de exposición se calibra para lograr una fotopolimerización completa sin sobreexposición que degrade las características finas.
Paso 6: Desarrollar
Los paneles expuestos se someten a una solución reveladora (normalmente carbonato de sodio al 0.8-1.2 % a 28-32 °C), que disuelve y elimina la película seca no expuesta, revelando las zonas de cobre que se van a grabar. El tiempo de revelado y la presión de pulverización se controlan para lograr una definición nítida del patrón sin dañar la resina polimerizada.
Paso 7: grabado
El grabado químico elimina el cobre expuesto mediante cloruro cúprico (ácido) o amoniaco (alcalino). Los parámetros del proceso (concentración del grabador, temperatura (normalmente entre 48 y 52 °C), presión de pulverización y velocidad de la cinta transportadora) se controlan con precisión para lograr los anchos de traza deseados con una socavación mínima.
Paso 8: Desmontaje
La película seca restante se elimina químicamente utilizando una solución de hidróxido de sodio al 2–4% a 45–55 °C, lo que expone el patrón del circuito de cobre limpio para su procesamiento posterior.
Paso 9: Tratamiento de la superficie (pre-cobertura)
Las superficies de cobre se limpian y micrograban para eliminar la oxidación y crear una rugosidad superficial controlada (normalmente de 1.5 a 3.0 μm Ra) que favorece la adhesión con la capa de recubrimiento. Este paso es fundamental para la fiabilidad a largo plazo.
Paso 10: Preparación y laminación de la cubierta
El material de la cubierta se corta con precisión (corte por láser, troquelado o fresado CNC) con aberturas para almohadillas, puntos de prueba y ubicaciones de componentes según el diseño. La cubierta preparada se alinea con precisión al circuito mediante sistemas de registro óptico y se lamina mediante calor (160-180 °C) y presión (15-25 kg/cm²) durante 30-60 minutos.
Paso 11: curado
El horneado posterior a la laminación a 150-170 °C durante 1-2 horas garantiza el curado completo del adhesivo, maximizando la resistencia de la unión y la fiabilidad a largo plazo. Un curado adecuado previene la delaminación durante los ciclos térmicos posteriores.
Paso 12: acabado de la superficie
Las almohadillas de cobre expuestas reciben un acabado superficial protector:
- ENIG (Oro de inmersión de níquel no electrolítico): 3–6 μm Ni + 0.05–0.15 μm Au: excelente soldabilidad, superficie plana, larga vida útil
- Estaño de inmersión: 0.8–1.2 μm Sn: buena soldabilidad, menor coste, vida útil limitada
- Plata de inmersión: 0.15–0.4 μm Ag: excelente rendimiento de alta frecuencia
- OSP: Recubrimiento orgánico de 0.2 a 0.5 μm: el menor costo, la vida útil más corta
Paso 13: Serigrafía
Los designadores de componentes, las marcas de polaridad y la identificación se imprimen con tintas flexibles (normalmente a base de epoxi) que resisten la flexión sin agrietarse. Curado a 120-150 °C durante 15-30 minutos.
Paso 14: Perfilado (Singulación)
Los circuitos individuales se cortan a partir de paneles de producción utilizando:
- Corte por láser: Máxima precisión (±50 μm), estrés mínimo, preferido para contornos complejos
- Troquelado: Más rápido para grandes volúmenes, requiere inversión en herramientas
- Enrutamiento CNC: Flexible, no requiere herramientas, velocidad moderada
Paso 15: Prueba eléctrica
El 100 % de los circuitos se someten a pruebas de continuidad y aislamiento mediante comprobadores de sondas móviles o accesorios de prueba específicos. Se identifican circuitos abiertos, cortocircuitos y conexiones incorrectas antes del envío.
Paso 16: Control de calidad final
La inspección visual y dimensional según las normas IPC-6013 e IPC-A-600 verifica:
- Ancho de traza, espaciado y definición de borde
- Alineación y adhesión de la capa de recubrimiento
- Calidad del acabado superficial y cobertura
- Tolerancias dimensionales generales
- Ausencia de defectos (arañazos, contaminación, delaminación)
Paso 17: empaque
Los circuitos aprobados se empaquetan en bolsas antiestáticas con desecante y tarjetas indicadoras de humedad, y se sellan para su envío. El diseño del empaque protege los circuitos flexibles de daños mecánicos durante el transporte.
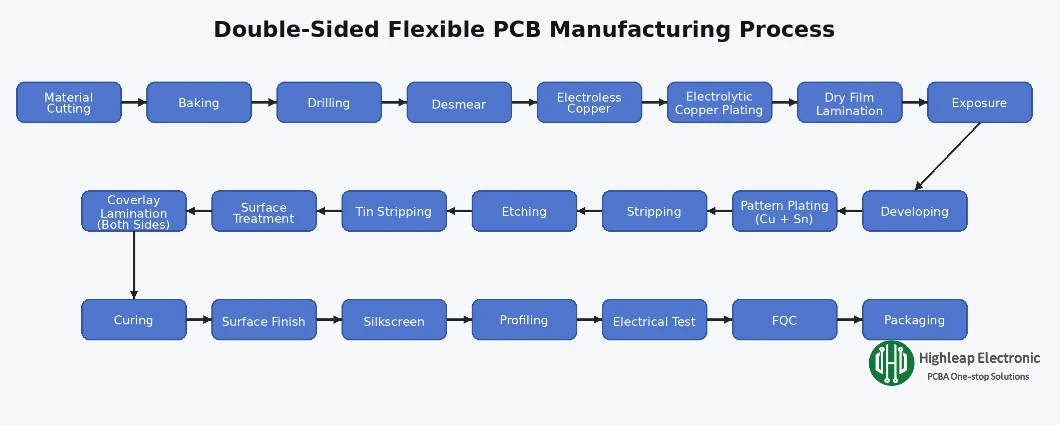
4. Proceso de fabricación de PCB flexible de doble cara
El FPC de doble cara añade una segunda capa de cobre y orificios pasantes chapados (PTH) que conectan eléctricamente ambos lados. Esto aumenta la densidad de enrutamiento, pero altera significativamente el flujo del proceso: la perforación y el chapado deben realizarse antes de la imagen de la capa exterior.
4.1 Flujo de proceso completo
Corte de material → Horneado → Perforación → Desmanchado → Cobre químico → Recubrimiento de cobre electrolítico → Laminación de película seca → Exposición → Revelado → Recubrimiento de patrones (Cu + Sn) → Decapado → Grabado → Decapado de estaño → Tratamiento de superficie → Laminación de recubrimiento (ambos lados) → Curado → Acabado de superficie → Serigrafía → Perfilado → Prueba eléctrica → FQC → Empaquetado
4.2 Diferencias clave del proceso con respecto al de un solo lado
Perforación para PTH:
El FPC de doble cara requiere orificios pasantes chapados para conectar eléctricamente las dos capas de cobre. La perforación se realiza a través de toda la pila FCCL: cobre superior + adhesivo + PI + adhesivo + cobre inferior. El diámetro del orificio suele ser de 0.2 a 0.5 mm para aplicaciones estándar, con microvías de hasta 0.1 mm mediante perforación láser.
Desmantelar:
La perforación genera residuos de resina en las paredes del orificio que deben eliminarse antes del recubrimiento. El desbarbado químico (permanganato de potasio) o el tratamiento con plasma atacan la resina para exponer el cobre limpio y lograr una adhesión fiable del recubrimiento. Este paso es crucial: un desbarbado insuficiente causa vacíos en el recubrimiento y una mala conexión entre capas.
Deposición de cobre químico:
Una fina capa de cobre (típicamente de 0.3 a 0.8 μm) se deposita químicamente sobre las paredes y superficies del orificio mediante un recubrimiento autocatalítico. Esto crea la ruta conductora inicial para el recubrimiento electrolítico posterior. El proceso de cobre no electrolítico incluye la activación del catalizador (basado en paladio), la aceleración y la deposición de cobre.
Recubrimiento electrolítico de cobre:
El recubrimiento electrolítico aumenta el espesor del cobre según los requisitos de diseño, generalmente de 20 a 25 μm en los orificios para una fiabilidad adecuada. Las líneas de recubrimiento continuo vertical (VCP) proporcionan una distribución uniforme de la corriente y un espesor de recubrimiento constante en todo el panel.
Proceso de enchapado de patrones:
Tras el cobreado, se aplica una película seca y se toman imágenes para exponer únicamente las áreas del patrón del circuito. Un cobreado adicional aumenta el grosor de las trazas, seguido de un estaño o estaño-plomo que actúa como protección contra el grabado. Tras retirar la película seca, el grabado elimina el cobre no deseado, mientras que el estaño protege el patrón del circuito. Finalmente, se retira el estaño para exponer las trazas de cobre terminadas.
Cobertura de dos caras:
Tanto la superficie superior como la inferior requieren laminación de la cubierta para proteger los circuitos en ambos lados. El registro entre las aberturas de la cubierta y las ubicaciones de las almohadillas en ambos lados debe controlarse cuidadosamente.
5. Proceso de fabricación de PCB flexible multicapa
El FPC multicapa contiene tres o más capas conductoras, lo que permite una mayor densidad de enrutamiento y diseños más complejos. La principal diferencia en la fabricación radica en que las capas internas deben fabricarse e inspeccionarse por separado antes de la laminación y la perforación de orificios pasantes. después Las capas están unidas entre sí.
5.1 Flujo de proceso completo
Procesamiento de la capa interna:
Corte de material → Horneado → Laminación en seco → Exposición → Revelado → Grabado → Decapado → Inspección AOI → Tratamiento de superficie (óxido marrón)
Laminación:
Alineación de capas → Laminado → Laminación en caliente → Curado posterior a la laminación
Procesamiento de la capa exterior:
Perforación (PTH) → Desmanchado → Cobre químico → Recubrimiento de cobre electrolítico → Imagen de la capa exterior → Recubrimiento de patrones → Grabado → Laminación de recubrimiento → Acabado de superficie → Serigrafía → Perfilado → Prueba eléctrica → FQC → Empaquetado
5.2 Pasos críticos de la capa interna
Imágenes y grabado de la capa interna:
Cada capa interna se procesa de forma similar al FPC de una sola cara: laminación en seco, exposición, revelado, grabado y decapado. La diferencia fundamental radica en que las capas internas deben estar completamente libres de defectos antes de la laminación; cualquier abertura o cortocircuito oculto en el interior de la pila laminada no se puede reparar.
Inspección AOI:
La inspección óptica automatizada escanea cada capa interna para detectar aberturas, cortocircuitos, infracciones de ancho de pista y otros defectos antes de la laminación. Los paneles defectuosos se rechazan en esta etapa para evitar el desperdicio de materiales y tiempo de procesamiento en tableros irrecuperables.
Tratamiento de superficie (óxido marrón/negro):
Las superficies de cobre de la capa interna se someten a un tratamiento de óxido para crear una superficie de cobre oxidada, microscópicamente rugosa, que favorece la adhesión con el adhesivo Bondply. Este paso es crucial: un tratamiento de óxido inadecuado provoca delaminación bajo tensión térmica o durante el ciclo de flexión.
5.3 Proceso de laminación
Alineación de capas:
Las capas internas, las láminas adhesivas Bondply y las láminas externas de cobre se alinean con precisión mediante pines de registro o sistemas de alineación óptica. La tolerancia de registro típica es de ±75 μm o superior; la desalineación provoca cortocircuitos entre capas o la interrupción de las conexiones a las vías.
Layup y prensado en caliente:
La pila alineada se coloca en una prensa de laminación y se une bajo un control de temperatura (normalmente un pico de 180-200 °C), presión (15-25 kg/cm²) y tiempo. El adhesivo Bondply fluye, rellena los huecos y cura para crear una estructura multicapa unificada.
Procesamiento posterior a la laminación:
Tras la laminación, se perforan orificios pasantes para conectar todas las capas. El proceso posterior sigue el flujo del FPC de doble cara: desmanchado, cobre químico, recubrimiento electrolítico, imagen de la capa exterior y los pasos restantes hasta la prueba final.
5.4 Laminación secuencial para estructuras complejas
Para diseños multicapa Requiriendo vías ciegas o enterradas, se requiere laminación secuencial:
- Vías enterradas: Conecte únicamente las capas internas (fabricadas y perforadas antes de la laminación final)
- Vías ciegas: Conecte la capa exterior a la capa interior (perforada después de la laminación mediante perforación con profundidad controlada o láser)
Cada ciclo de laminación secuencial agrega costos y tiempo de entrega, pero permite interconexiones de mayor densidad que no son posibles con la construcción de orificios pasantes estándar.
6. Control de calidad y estándares de la industria
La fabricación de PCB flexibles requiere un control de calidad sistemático, ya que los materiales delgados y flexibles son más sensibles a las variaciones del proceso que las placas rígidas. Múltiples puntos de inspección a lo largo de la producción detectan defectos antes de que resulten costosos.
6.1 Puntos clave de inspección
| Etapa del proceso | Método de inspección | Defectos detectados |
|---|---|---|
| Material entrante | Medición visual del espesor | Defectos de material, especificación incorrecta |
| Post-grabado (interior/exterior) | AOI | Aperturas, cortocircuitos, violaciones del ancho de traza |
| Postlaminación | Radiografía, sección transversal (muestra) | Registro incorrecto de capas, huecos, delaminación |
| Post-enchapado | Medición de espesor, sección transversal | Recubrimiento insuficiente, huecos en los agujeros |
| Post-coverlay | Prueba visual de resistencia al pelado (muestra) | Desalineación, burbujas, adherencia inadecuada |
| Final | Prueba eléctrica, inspección visual | Aperturas, cortocircuitos, defectos estéticos |
6.2 Normas IPC aplicables
- IPC-6013: Especificación de calificación y rendimiento para placas impresas flexibles/rígidas-flexibles: define las clases 1, 2 y 3 con requisitos de confiabilidad crecientes
- IPC-2223: Estándar de diseño seccional para placas impresas flexibles: pautas de diseño que incluyen radio de curvatura, enrutamiento de trazas y selección de materiales
- IPC-A-600: Aceptabilidad de placas impresas: criterios de inspección visual para todos los tipos de PCB, incluidas las flexibles
- IPC-4202/4203/4204: Especificaciones de materiales para materiales de base flexibles, capas de recubrimiento y FCCL
- IPC-TM-650: Métodos de prueba para requisitos específicos de flexión, incluidas pruebas de flexión y adhesión.
6.3 Selección de clase IPC
| Clase IPC | Aplicación | Uso típico |
|---|---|---|
| Clase 1 | Productos electrónicos generales | Dispositivos de consumo, juguetes, electrónica básica. |
| Clase 2 | Electrónica de servicio dedicada | Equipos industriales, telecomunicaciones, automoción |
| Clase 3 | Electrónica de alta confiabilidad | Implantes médicos, aeroespaciales, militares |
7. Consideraciones de diseño para la fabricación
Las decisiones de diseño tomadas al inicio del proceso de desarrollo impactan directamente en el rendimiento, el costo y la confiabilidad de la fabricación. Seguir las directrices de DFM ayuda a evitar costosos rediseños y retrasos en la producción.
7.1 Pautas de radio de curvatura
Según IPC-2223, el radio de curvatura mínimo depende del tipo de aplicación:
- Flexión dinámica (flexión repetida): Radio de curvatura mínimo ≥10× espesor total de la placa
- Flexión estática (doblar para instalar): Radio de curvatura mínimo ≥6× espesor total de la placa
Para un FPC de un solo lado de 0.15 mm de espesor, esto significa un radio mínimo de 1.5 mm para aplicaciones dinámicas o 0.9 mm para instalación estática.
7.2 Enrutamiento de seguimiento en áreas flexibles
- Traza trazas perpendiculares al eje de curvatura cuando sea posible
- Utilice trazos curvos: evite ángulos de 90° en zonas flexibles
- No coloque vías, almohadillas ni orificios chapados en áreas de curvatura.
- Alterne las trazas en lados opuestos de la flexión de doble cara (efecto de viga en I) para reducir la concentración de tensión
- Utilice polígonos sombreados en lugar de vertidos de cobre sólido en áreas flexibles para mejorar la flexibilidad.
7.3 Selección del peso del cobre
Un cobre más delgado mejora la flexibilidad, pero reduce la capacidad de conducción de corriente. Equilibre estos factores:
- 12 μm (⅓ onza): Máxima flexibilidad, trazas finas, baja corriente.
- 18 μm (½ onza): Buena flexibilidad, corriente moderada: la opción más común
- 35 μm (1 onzas): Capacidad de corriente estándar, flexibilidad reducida
- 70 μm (2 onzas): Alta corriente, flexibilidad limitada: normalmente se utiliza solo en áreas rígidas
7.4 Aplicación del refuerzo
Los refuerzos proporcionan soporte mecánico para el montaje de componentes o la inserción de conectores en áreas designadas:
- FR-4: Rentable, común para áreas de conectores ZIF: espesor de 0.2 a 1.6 mm
- Poliimida: Perfiles más delgados, mejor adaptación térmica: espesor 0.075–0.225 mm
- Acero inoxidable: Blindaje EMI + refuerzo combinado: espesor 0.1–0.3 mm
- Aluminio: Disipación de calor + refuerzo: espesor 0.5–2.0 mm
8. Servicios de fabricación de PCB flexibles de Highleap
Highleap Electronics ofrece soluciones completas fabricación de PCB flexibles Desde el prototipo hasta el volumen de producción, con un control de procesos diseñado para lograr una calidad constante en todos los tipos de FPC.
- Rango de capacidad: FPC de una cara, de doble cara y multicapa hasta 10 capas; construcción rígida-flexible para aplicaciones combinadas
- Capacidad de línea fina: Traza/espacio mínimo 50 μm/50 μm para diseños de alta densidad
- Opciones de material: Poliimida (grados estándar y de alto rendimiento), LCP para aplicaciones de RF, FCCL adhesivo y sin adhesivo
- Opciones de acabado superficial: ENIG, estaño de inmersión, plata de inmersión, OSP según requisitos de aplicación
- Fijación del refuerzo: FR-4, PI, acero inoxidable, aluminio con colocación de precisión
- Integración del ensamblaje: Llavero Conjunto de FPC Incluyendo la colocación de SMT y pruebas funcionales
8.1 Qué incluir en su solicitud de cotización
Para una cotización rápida y precisa, proporcione:
- Archivos Gerber (formato RS-274X) o datos ODB++
- Dibujo de fabricación con dimensiones, tolerancias y apilamiento de capas.
- Especificación del material (tipo PI, peso de cobre, adhesivo/sin adhesivo)
- Requisito de acabado superficial
- Detalles del refuerzo si es necesario (material, espesor, ubicaciones)
- Cantidad (estimaciones de prototipos y volúmenes de producción)
- Requisito de clase IPC (Clase 1, 2 o 3)
- Cualquier requisito especial de prueba o documentación
Nuestro equipo de ingeniería revisa las presentaciones y responde con precios, plazos de entrega y recomendaciones de DFM para mantener su proyecto en marcha.

Sabrina cuenta con más de 18 años de experiencia en la industria de PCB, con una sólida formación en ingeniería CAM y revisión de archivos de PCB. Apoya proyectos de PCB desde el prototipo hasta la producción en serie, priorizando la viabilidad de fabricación y la fiabilidad del proceso.
Su trabajo ayuda a los equipos de ingeniería a reducir el riesgo de producción y lograr resultados de fabricación de PCB estables y de alta calidad.

Mensajes recomendados

Fabricación de PCB y PCBA para teclados de activación rápida
Tabla de contenido: Compra y rendimiento de PCBA de activación rápida...

Fabricación y montaje de placas de circuito impreso para teclados QMK/VIA
Tabla de contenido Compra de PCB de teclado QMK/VIA...

Fabricante de PCB Taconic RF-30 para antenas y placas de baja intermodulación pasiva (PIM).
Tabla de contenido Características del RF-30 y del RF-30A actual...
Precio de PCB y cotización de PCBA de Taconic TLY
Tabla de contenido: Precios relevantes para TLY-3, TLY-5 y TLY-5Z...
Cómo obtener una cotización para PCB
Permítanos ejecutar un análisis DFM/DFA para usted y le enviaremos un informe.
Puede cargar sus archivos de forma segura a través de nuestro sitio web.
Necesitamos la siguiente información para poder darle una cotización:
-
- Gerber, ODB++ o .pcb, especificación.
- Lista de materiales si necesita ensamblaje
- Cantidad
- Convertir el tiempo
Además de la fabricación de PCB, ofrecemos una amplia gama de servicios electrónicos, que incluyen diseño de PCB, PCBA (ensamblaje de placas de circuito impreso) y soluciones llave en mano. Ya sea que necesite ayuda con la creación de prototipos, la verificación del diseño, la obtención de componentes o la producción en masa, brindamos soporte integral para garantizar el éxito de su proyecto. Para los servicios de PCBA, proporcione su lista de materiales (BOM) y cualquier instrucción de ensamblaje específica. También ofrecemos análisis DFM/DFA para optimizar sus diseños para la fabricación y el ensamblaje, lo que garantiza un proceso de producción sin problemas.