
FR408HR PCB Üretim Süreci ve Çok Katmanlı Güvenilirlik

FR408HR çok katmanlı yapının güvenilirliği, tüm üretim süreciyle sağlanır. Malzeme kimliği, iç katman hareketi, bakır dengesi, reçine ihtiyacı, laminasyon, delme, delik duvarı hazırlığı, bakır biriktirme, kontrollü derinlik işlemleri, muayene ve değişiklik kontrolü birbirleriyle etkileşim halindedir. Yüksek performanslı bir laminat, kötü tanımlanmış bir katman yapısını veya kontrolsüz bir ara bağlantı sürecini telafi edemez.
Bu kılavuz, malzeme hazırlığından iç katman işlemine, laminasyondan delmeye, kaplamaya, muayeneye ve tekrarlanan üretim kontrolüne kadar FR408HR çok katmanlı malzemenin güvenilirliğini etkileyen üretim aşamalarını takip etmektedir.
Üretimden önce, onaylanmış katman dizilimi, empedans gereksinimleri, malzeme tanımı, delik yapısı ve denetim planının, amaçlanan üretim yoluyla eşleştiğinden emin olun.
FR408HR'nin Kontrollü PCB İşleme Gerektirmesinin Nedenleri
FR408HR, yerleşik çok katmanlı PCB yöntemleri içinde işlenebilir, ancak işlem yolu gerçek yapıya göre geliştirilmelidir. Termal davranış, reçine akışı, nem geçmişi, boyutsal değişim, bakır dağılımı, delik mimarisi ve tekrarlanan ısıya maruz kalma, bitmiş kartın güvenilir olup olmadığını belirler.
Üretimle İlgili Malzeme Davranışı
Üretim süreci, "yüksek performanslı FR-4" pazarlama etiketinden ziyade, malzemenin özel davranışından daha çok etkilenir. Isola, FR408HR'yi FR-4 prosesiyle uyumlu olarak tanımlasa da, işleme kılavuzunda tedarikçi önerilerinin her üreticinin kendi ekipmanında ve devre kartı yapılarında ayarlaması ve doğrulaması gereken başlangıç noktaları olduğu da belirtilmektedir.
Termal sistem
Yüksek Tg ve 360°C Td, malzeme marjı sağlarken, pres profilinin reçine yetersizliği, aşırı akış, baskı kaybı veya hapsolmuş uçucu maddeler olmadan tam kürleşmeyi sağlaması gerekir.
Tahvil hazırlığı
Tedarikçi kılavuzu, kurşunsuz yapılar için oksit alternatifi işlem uygulanmasını önermekte ve kalıplama işleminden önce işlem görmüş iç katmanların kurutulmasının önemini vurgulamaktadır.
Sondaj davranışı
Yüksek helisli veya alt kesimli takımlar, geleneksel FR-4 başlangıç noktalarına göre daha düşük talaş yükleri, kontrollü vuruş sayısı ve kalın veya ağır bakır paneller için muhafazakar ayarlar, delik kalitesini artırır.
Karalama yanıtı
Reçine sistemi kimyasal olarak arındırılabilir veya plazma işlemine tabi tutulabilir, ancak bekleme süresi, delikten geçiş, kimyasal koşul, panel kalınlığı ve karıştırma işlemi sonucu belirler.
Boyutsal hareket
Yapı, bakır dağılımı, tane yönü, kenar tasarımı ve laminasyon döngüsü kireçlenmeyi etkiler. Proses geçmişi, tek bir evrensel telafi faktörüne indirgenmek yerine, yapıya göre ayrıştırılmalıdır.
nem kontrolü
Önceden emprenye edilmiş malzemenin saklanması, işlem görmüş çekirdeğin kurutulması, gerektiğinde bitmiş devre kartının fırınlanması, nem bariyerli ambalajlama, kurutucu madde kullanımı ve yeniden kapatma disiplini, daha sonraki lehimleme payını korur.
Güzergahı seçmeden önce yapıyı sınıflandırın.
| Yapı türü | Baskın riskler | İnceleme vurgusu |
|---|---|---|
| Geleneksel 6-10 katmanlı karton | Empedans, bakır dengesi, kalınlık, temel PTH güvenilirliği ve montaj. | Üretim istifi, uçak ataması, işlenmiş bakır, numuneler ve panelleme. |
| Kalın endüstriyel çok katmanlı | Matkap uç oranı, kaplama dağılımı, pres geçmeli delikler, çarpılma ve termal döngü. | Delik mimarisi, koruyucu delme yolu, mikro kesit, kaplama kanıtı ve montaj ısı kütlesi. |
| Yüksek katman sayısına sahip sinyal kartı | Kayıt birikimi, ince dielektrikler, ince çizgiler, kayıp, geri delme ve yoğun geçiş yolları. | Boyutsal karakterizasyon, empedans/kayıp modeli, geçiş ucu kontrolü ve panel verimi. |
| Ardışık laminasyonlu HDI | Alt montaj nemi, çoklu baskı döngüleri, mikrovia yakalama, üst üste yığılmış via gerilimi ve hizalama. | Aşamalı üretim, fırınlama kontrolü, dolum, bakır dengesi ve güvenilirlik testleri. |
| Hibrit malzemeli çok katmanlı | Karışık CTE, karışık akış, bağ uyumluluğu, farklı Dk/Df ve kaynak temini. | Malzeme arayüzü yeterlilik testi, laminasyon yöntemi, elektrik modeli ve değişiklik kontrolü. |
Bu sınıflandırma gereksiz karmaşıklığı önlemeye yardımcı olur. Geleneksel 10 katmanlı bir kart, fabrika bunu sunuyor diye HDI yoluna zorlanmamalıdır; yoğun bir BGA tasarımı ise sadece fiyatı düşürmek için geleneksel delikli yığın olarak ele alınmamalıdır.
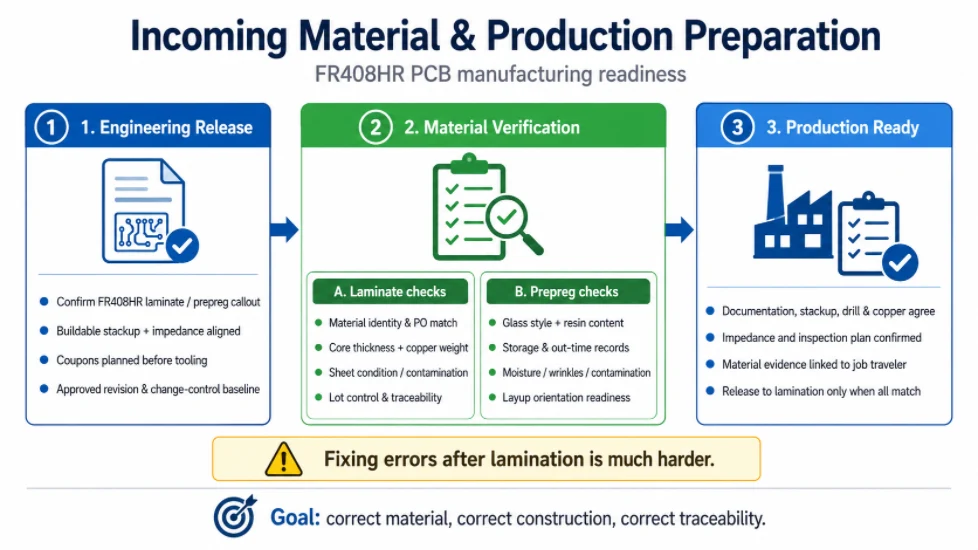
Gelen Malzeme ve Üretim Hazırlığı
Üretim, yayınlanan dokümanlar, kesin malzeme yapısı, depolama koşulları, parti kimliği, katmanlama, bakır, sondaj verileri, empedans gereksinimleri ve muayene planı üzerinde mutabakat sağlanana kadar başlatılmamalıdır. Bu aşamada yapılan hataların laminasyondan sonra düzeltilmesi giderek zorlaşır.
Malzeme Kesiminden Önce Mühendislik Onayı
Süreç, ilk panel üretime girmeden önce başlar. CAM ve proses mühendisliği, müşteri verilerini mevcut FR408HR yapıları ve fabrikanın onaylı rotasıyla uyumlu hale getirmelidir.
Malzeme çağrısını çözün.
Çizimde Isola FR408HR laminat ve prepreg tanımlanmalı veya onaylanmış eşdeğerleri belirtilmelidir. Yayınlanan üretim dokümanında ayrıca, gerekliliğin her dielektrik katman için geçerli olup olmadığı, hibrit bir yapının izin verilip verilmediği ve sevkiyatla birlikte malzeme dokümantasyonunun gerekli olup olmadığı da belirtilmelidir.
Tasarım aşamalarını inşa edilebilir bir yapıya dönüştürün.
EDA aracından elde edilen nominal dielektrik kalınlıkları, satın alınacak çekirdek ve prepreg malzemeyi doğrudan tanımlamaz. Üretici, mevcut cam türlerini, reçine içeriklerini, bakır ağırlıklarını ve nominal yapıları seçer, ardından bakır deseni ve reçine talebini hesaba kattıktan sonra preslenmiş kalınlığı tahmin eder. Üretim katman yapısı ve empedans tablosu uyumlu hale gelene kadar kontrollü empedans tasarımlarına devam edilmemelidir.
Panel planlamasında kuponları ve kanıtları tanımlayın.
Empedans numuneleri, mikro kesit numuneleri, kaplama numuneleri, lehimlenebilirlik numuneleri ve müşteriye özel test yapıları panel alanını tüketir. Bunlar, kalıplama işleminden önce planlanmalıdır. Panel optimizasyonundan sonra eklenmeleri verimliliği, maliyeti veya teslimatı değiştirebilir.
Değişiklik kontrolü temelini oluşturun.
Yayınlanan revizyonda onaylanmış mühendislik veri seti, malzeme, katman yapısı ve denetim planı belirtilmelidir. Yapı, bakır folyo, yüzey işlemi veya proses rotasında yapılacak herhangi bir sonraki değişiklik bu temel referans noktasına göre değerlendirilmelidir.
FR408HR Malzeme Doğrulama, Depolama ve İzlenebilirlik
Gelen malzeme kontrolü, doğru çizimin yanlış malzemeyle üretilmesini önler. Doğrulama; tedarikçi etiketi, malzeme ailesi, çekirdek kalınlığı, bakır ağırlığı, prepreg cam stili, reçine içeriği, levha veya rulo durumu, depolama durumu ve müşteriye özel sertifika gereksinimlerini içerebilir.
Laminat çekler
- Malzeme kimliğini ve satın alma siparişi eşleşmesini doğrulayın.
- Çekirdek kalınlığını ve bakır folyoyu, istifleme kılavuzuna göre doğrulayın.
- Kağıdın durumunu, kenar hasarını, kirlenmeyi, oksitlenmeyi ve kullanım izlerini inceleyin.
- Proses planı gerektirdiğinde, yönlendirme veya tane yönü kontrollerini sürdürün.
- Müşteriye ait, parti bazlı veya nitelik gerektiren envanteri ayrı tutun.
Prepreg kontrolleri
- Yalnızca toplam nominal kalınlığa güvenmek yerine, camın türünü ve reçine içeriğini doğrulayın.
- Tedarikçi ve fabrika şartlarına uygun olarak depolama ve çıkış sürelerine ilişkin kayıtları kontrol edin.
- Prepreg kumaşı nemden, kirlenmeden, kırışıklıklardan ve kontrolsüz oda koşullarına maruz kalmaktan koruyun.
- Takım hazırlama veya kesilmiş panel hazırlığının katmanlama yönünü etkileyip etkilemeyeceğini belirleyin.
Malzeme kabulü, üretim sürecinin kullanabileceği şekilde belgelenmelidir. Satın alma biriminde dosyalanan bir sertifika, montaj operatörü tarafından iş emriyle ilişkilendirilemiyorsa yeterli değildir.
İç Katman Görüntüleme, Aşındırma ve Bağ Hazırlığı
İç katman geometrisi, aşındırma, bakır dağılımı ve laminasyon hareketini öngörmelidir. AOI, bağlayıcı işlem ve nem giderme, çok katmanlı kitabı, baskıdan sonra erişilemez hale gelecek kusurlardan korur.
Görüntüleme, Aşındırma ve Boyutsal Telafisi
FR408HR iç katmanları genellikle yerleşik sulu görüntüleme ve yaygın bakır aşındırıcılarla uyumludur. Daha zor olan konu ise boyutsal davranıştır. İnce çekirdekler, dengesiz bakır desenleri, cam yönlendirmesi, panel kenarları ve seçilen laminasyon döngüsü, çözgü ve dolgu yönlerinde farklı hareketlere neden olabilir.
İşlem geçmişinden başlayın, ardından mevcut paneli ölçün.
Tedarikçi telafi tabloları başlangıç referansı sağlayabilir, ancak fabrika kendi ekipmanıyla hareketleri karakterize etmelidir. Özellikle yapı, çekirdek kalınlığı, bakır deseni veya pres döngüsü yeni olduğunda ilk çalıştırma ölçümleri çok önemlidir. Amaç, laminasyondan sonra delinmiş delikleri ve dış katman görüntülerini iç katman pedlerinin üzerine yerleştirmektir; sadece laminasyon öncesi grafik boyutlarıyla eşleştirmek değil.
Bakır dengesi hem aşındırmayı hem de daha sonraki laminasyonu etkiler.
Geniş düzlemsel alanlar, izole bakır adacıkları, yoğun sinyal bölgeleri ve geniş bakır içermeyen pencereler, eşit olmayan reçine talebi ve gerilimi yaratır. CAM, hırsızlığı ekleyebilir, panel sınırlarını değiştirebilir veya fonksiyonel devre dışındaki yerleşim değişiklikleri önerebilir. Kontrollü empedansı, yüksek voltaj aralığını veya müşteri tanımlı koruma alanlarını etkileyen herhangi bir değişiklik onaylanmalıdır.
İç katman AOI, ilk sınırlama kapısıdır.
Otomatik optik inceleme, katmanlara erişilemez hale gelmeden önce açık devreleri, kısa devreleri, çentikleri, çıkıntıları, boşluk sorunlarını ve görüntüleme kusurlarını tespit etmelidir. Onarım kuralları, ilgili sınıf ve müşteri spesifikasyonuna göre tanımlanmalıdır.
Bağ Güçlendirme ve Nem Giderme
İç bakır yüzeyin, katmanlar arası yapışmayı desteklemek için kontrollü bir dokuya ve kimyaya sahip olması gerekir. Kurşunsuz çok katmanlı uygulamalar için genellikle oksit alternatifi işlemler kullanılır. İşlem, önceden emprenye edilmiş malzemenin kürlenmesini engelleyen nem bırakmadan düzgün bir yüzey üretmelidir.
Katmanlama öncesinde iç katmanlar kuru işlemden geçirilmiştir.
Isola işleme kılavuzu, oksit giderme işleminden sonra kurutmaya önem vermekte ve kurşunsuz kullanım görecek katmanlar için tedarikçi tarafından başlangıç önerisi olarak 110°C veya daha yüksek sıcaklıkta 120 dakika kurutmayı belirtmektedir. Fabrika, kendi kurutucu yüklemesini, raf düzenini, panel aralığını, sıcaklık homojenliğini, transfer süresini ve nem durumunu doğrulamalıdır. Önemli olan sonuç, körü körüne bir saat değerine uymak değil, kalıplama işlemine giren kuru bir çekirdektir.
Islak numuneler kürleme işlemini ve uzun vadeli performansı olumsuz etkileyebilir.
Nem, reçinenin sertleşmesini engelleyebilir, etkili cam geçiş davranışını azaltabilir, boşluk oluşumunu veya katman ayrılmasını teşvik edebilir ve montaj sırasında marjı düşürebilir. Katmanlar, kuruma ve serim arasında yeniden emilime karşı korunmalıdır.
Bağlayıcı madde ile işlem uyumluluğunun nitelendirilmesi gerekmektedir.
Azaltılmış siyah oksit, oksit yerine geçen maddeler ve yapışma arttırıcılar her reçine sistemiyle aynı şekilde davranmaz. Proses, soyulma mukavemeti, ısıya maruz kalma, pembe halka performansı ve müşterinin güvenilirlik beklentileri açısından nitelendirilmelidir.
Katmanlama ve FR408HR Çok Katmanlı Laminasyon
Çok katmanlı laminasyon Onaylanmış katman düzenini tek bir yapıya dönüştürür. Simetri, bakır dengesi, reçine ihtiyacı, yönlendirme, temizlik, pres yüklemesi, ısı transferi, basınç, vakum, kürleme ve soğutma, tek bir kontrollü işlem olarak geliştirilmelidir.
Mimari, Simetri ve Bakır Dengesi
Operatörler çok katmanlı levhayı oluşturmadan önce, mühendislerin yayınlanan tasarımın kompozit panel olarak nasıl davranacağını anlamaları gerekir. Simetri, bakır dengesi, reçine ihtiyacı ve boyutsal hareket ayrı tasarım konuları değildir; bunlar, seçilen laminasyon yönteminin istikrarlı hizalama, kalınlık ve düzlük sağlayıp sağlayamayacağını belirler.
Simetri, dielektrik ve bakır kütlesiyle başlar.
Katman fonksiyonlarının aynalanması faydalıdır, ancak fiziksel yapı daha önemlidir. Çekirdek kalınlığı, prepreg kalınlığı, bakır ağırlığı, bakır kaplama oranı, düzlem yerleşimi ve yüzey bakırı, mümkün olduğunca kartın merkezi etrafında dengelenmelidir.
Yerel bakır dengesizliği, ortalama kapsama oranından daha önemli olabilir.
Toplamda %50 bakır içeren bir katman, yine de neredeyse tamamen dolu bir yarısı ve neredeyse tamamen boş bir yarısı içerebilir. Laminasyon sırasında, reçine ihtiyacı, yerel basınç ve gerilim panel boyunca farklılık gösterir. Montaj sırasında, termal kütle ürün boyunca farklılık gösterir. Bu nedenle, bakırın uzaklaştırılması ve yerleşim düzenlemesi yalnızca yüzdeyi değil, dağılımı da dikkate almalıdır.
PCB üretiminden sonra bileşen tarafında asimetri ortaya çıkıyor.
Mekanik olarak dengelenmiş çıplak bir devre kartı, bir tarafında büyük BGA'lar, kalkanlar, transformatörler veya bakır bağlantılı güç bileşenleri varken diğer tarafında yoksa montaj sırasında deforme olabilir. Kart tasarımı, panel desteği, lehimleme profili ve fikstür stratejisi, monte edilen kütleyi hesaba katmalıdır.
Eğilme ve bükülme limitleri ürünle uyumlu olmalıdır.
Genel kabul kriterleri, geçmeli konektörler, ince aralıklı BGA montajı, kart kenarı sistemleri veya sert bir muhafaza ile çevrili bir kart için yetersiz olabilir. Varsayılan standarttan daha kısıtlayıcı olduğunda, ürün düzeyindeki düzlük gereksinimini belirtin.
Her ek bakır arayüzü, reçine akışında yeni bir sorun yaratır. Önceden emprenye edilmiş malzeme, iletken boşluklarını doldurmalı, bakırı ıslak işlemden geçirmeli, katmanı birleştirmeli ve hedef dielektriği korumalıdır. Kalın bakır ve yoğun düzlem geçişleri zorluğu artırır.
Aynı panel üzerinde reçine bakımından zengin ve reçine bakımından fakir bölgeler bulunabilir.
Açık alanlar daha fazla reçine akışı çekerken, yoğun bakır akışı kısıtlayabilir. Sonuç olarak yerel kalınlık değişimi, camsı tıkanma, boşluklar veya reçine yetersizliği meydana gelebilir. Bir üretici, akış haritasını iyileştirmek için farklı prepreg yapıları seçebilir, katman ekleyebilir, bakır dengesini ayarlayabilir veya panel kenarlarını değiştirebilir.
Kalın iç katman bakır, bitmiş haldeki kalınlığa göre daha fazla değişime uğrar.
Bu durum topografyayı, aşındırma zorluğunu, reçine ihtiyacını ve yerel gerilimi artırır. Ayrıca ısı yayılımını artırabilir ve montaj profilini değiştirebilir. Katman diziliminde bakırın başlangıç mı yoksa bitiş mi olduğu ve hangi katmanların ağır yük taşıdığı belirtilmelidir.
Bakır içermeyen büyük pencereler özel bir işlem gerektirir.
Bağlantı noktaları, izolasyon bölgeleri, antenler ve mekanik açıklıklar geniş boş alanlar oluşturabilir. İşlevsiz bakır rastgele eklenemez çünkü empedansı, izolasyonu, emisyonları veya sertifikasyonu etkileyebilir. Çizimde hırsızlığın nerede izin verildiği ve nerede yasaklandığı belirtilmelidir.
Katman sayısı arttıkça, hizalama giderek artan bir sorun haline gelir. Her bir çekirdeğin kendine özgü kalınlığı, cam yönelimi, bakır deseni ve işlem geçmişi vardır. Görüntüleme, yapıştırma işlemi, kurutma ve laminasyon hareketliliğe katkıda bulunur.
Hareketi yapı ile karakterize edin.
Bir çekirdek kalınlığı ve bakır deseni için elde edilen telafi, bir diğeri için uygun olmayabilir. Fabrika, malzeme ailesi, çekirdek kalınlığı, katman tipi, yön, panel formatı ve pres yolu bazında geçmiş verilerini tutmalıdır. Yeni yapılar, tam üretime geçmeden önce röntgen veya test paneli geri bildirimine ihtiyaç duyabilir.
Araç geliştirme stratejisi, kayıt gerekliliğine uygun olmalıdır.
Pim laminasyonu, pimsiz optik hizalama, perçin sistemleri, X-ışını delme ve hedef tabanlı takımlama yöntemlerinin her birinin farklı işlem avantajları vardır. Seçilen yöntem, katmanlar arası hizalamayı korumalı ve bitmiş halka şeklindeki parçanın gereksinimlerini desteklemelidir.
Halka şeklindeki yapı, çeşitli toleransların sonucudur.
Ped boyutu, grafik hareketi, katman hizalaması, delik konumu, delik kayması, kaplama ve kırılma kriterlerinin tümü katkıda bulunur. Yönlendirme alanı oluşturmak için pedi küçültmek, kalın veya yüksek katman sayısına sahip bir kart için gereken üretim payını ortadan kaldırabilir.
Gömülü via'lar başka bir kayıt yığını ekler.
Gömülü bir via alt montajı, son karta lamine edilmeden önce delinir ve kaplanır. Bir sonraki üretim, zaten hareket etmiş ve kalınlık kazanmış özelliklere göre hizalanmalıdır. Yakalama pedleri ve yönlendirme boşlukları bu sırayı dikkate almalıdır.
Katmanlama ve Çok Katmanlı Kitap Yapımı
Katmanlama işlemi, ayrı ayrı oyulmuş çekirdekleri ve önceden emprenye edilmiş levhaları istenen katman dizisine dönüştürür. Bu adım, birçok yapı benzer görünse de elektriksel veya mekanik olarak birbirinin yerine kullanılamadığı için insan ve malzeme hatalarına karşı hassastır.
Kullanım noktasında sıralamayı, yönü ve malzemeyi doğrulayın.
- Her bir iç katmanı, gezgin ve takım sistemiyle eşleştirin.
- Onaylanmış katman düzenine göre çekirdek ve prepreg yapılarını doğrulayın.
- Proses planı veya boyutlandırma modeli gerektirdiğinde camın yönünü kontrol edin.
- Toz, parmak izi ve yabancı maddelerin bulaşmasını önlemek için temiz bir şekilde tutun.
- Özel folyoları, ayırma filmlerini, ayırıcı plakaları ve baskı pedi düzenlemelerini tanımlayın.
Reçine talebi, bakır yataklarının coğrafi yapısından etkilenmektedir.
Prepreg, hedef dielektriği korurken, izler ve düzlemler etrafındaki boşlukları doldurmalıdır. Ağır bakır, geniş bakırsız bölgeler, gömülü yapılar ve düzensiz bakır yoğunluğu, reçine yetersizliği, aşırı reçine akışı, cam durdurucu veya yerel kalınlık varyasyonu riskini artırır. Yapı, sadece nominal kalınlık eklemek yerine farklı prepreg seçimleri veya çoklu katmanlar gerektirebilir.
Ardışık laminasyon alt montaj parçaları ek kontrol gerektirir.
Bu birikmiş riskler, tekrar ele alınmaktadır. gelişmiş çok katmanlı yapılar ve CAF kontrol bölümü.
Isı, Basınç, Reçine Akışı ve Kürleme
Laminasyon işlemi, prepreg reçinesini yumuşatmalı, bakır topografyasını ıslatıp doldurmasına izin vermeli, havayı uzaklaştırmalı, katmanı birleştirmeli ve boşluk oluşmasına veya kabul edilemez kalınlık ve hizalama hatasına yol açmadan kürleşmeyi tamamlamalıdır.
Tedarikçi zaman aralıkları başlangıç noktalarıdır, evrensel sabit noktalar değildir.
Isola işleme kılavuzu, yaklaşık 188–202°C'lik genel bir kürleme sıcaklığı aralığı ve 190°C veya üzeri kürleme sıcaklığında 130–160 dakikalık bir kürleme süresi aralığı vermektedir. Ayrıca vakumda bekletme, kontrollü ısı artışı, basınç uygulaması ve soğutma talimatlarını da açıklamaktadır. Levha üreticisi, presleme reçetesini yalnızca baskı tablası sıcaklığına değil, ürün sıcaklığına göre oluşturmalı ve profili termokupllar veya yerleşik pres karakterizasyon yöntemleriyle doğrulamalıdır.
Isı artışı, reçine akış aralığını değiştirir.
Daha hızlı bir ısıtma rampası minimum viskoziteyi düşürür ve dolumu iyileştirebilir, ancak kontrollü akış için mevcut süreyi kısaltır ve cam tıkanması veya reçine yetersizliği riskini artırabilir. Daha yavaş bir ısıtma rampası daha geniş bir akış aralığı sağlar, ancak farklı basınç zamanlaması gerektirebilir. Kalın paneller, ağır bakır, yoğun bakır ve çok panelli kitaplar, ince ve basit yapılardan farklı şekilde ısınır.
Baskı doğru zamanda uygulanmalıdır.
Çok fazla ve çok erken basınç uygulamak, reçinenin panelden dışarı çıkmasına veya yapının bozulmasına neden olabilir. Çok az basınç ise boşluklara, yetersiz dolguya veya zayıf konsolidasyona yol açabilir. Doğru basınç, pres tipine, vakum desteğine, panel alanına, bakır dağılımına, prepreg akışına, kalıp plakalarına ve hedeflenen nihai kalınlığa bağlıdır.
Soğuma işlemi, düzgünlüğü ve boyutsal istikrarı korur.
Uygun basınç altında soğumadan önce sıcak bir paneli çıkarmak veya başka bir yere taşımak, deformasyonu ve artık gerilimi artırabilir. Soğutma kriterleri, üretimde bir kısayol değil, tarifin bir parçası olmalıdır.
| Katmanlaşma belirtisi | Olası katkıda bulunanlar | İnceleme yolu |
|---|---|---|
| Yerel boşaltma | Sıkışmış hava, ıslak çekirdekler, yetersiz akış, kirlenme, zayıf vakum veya hızlı jel oluşumu. | Malzeme kuruluğu, kalıp temizliği, vakum izi, ürün sıcaklık profili ve reçine talep haritası. |
| Reçine yetersizliği | Yüksek bakır topografisi, yetersiz prepreg reçinesi, aşırı basınç, aşırı akış veya panel kenarı kaybı. | Prepreg yapımı, bakır dengeleme, basınç zamanlaması, kenar tasarımı ve bitmiş dielektrik bölümler. |
| Hedefin dışındaki kalınlık | Yanlış malzeme, pres kalınlığı model hatası, reçine akışındaki varyasyon, bakır ağırlığı hatası veya pres yüklemesi. | Gelen malzeme kaydı, kalıplama belgesi, pres kayıt defteri, numune kesiti ve panel haritası. |
| Katman kaydı kayması | Sanat eseri telafi hatası, kalıp hareketi, asimetrik yapı, baskı kayması veya düzensiz ısıtma. | Laminasyon öncesi/sonrası ölçüm, pim/takım durumu, telafi geçmişi ve baskı defteri simetrisi. |
| Isıl işleme sonrası katman ayrılması | Nem, eksik kürleme, kirlenme, zayıf yapışma işlemi, boşluk oluşumu veya hasarlı delik duvarı. | Nem geçmişi, DSC/TMA veya uygulanabilir durumlarda kürleme kanıtı, yapıştırma işlemi, kesit ve montaj profili. |

Sondaj ve Delik Duvarı Hazırlığı
Delik güvenilirliği, bakır kaplamadan önce başlar. Matkap giriş ve çıkış desteği, takım durumu, vuruş sayısı, talaş tahliyesi, ısı, en boy oranı, çapak alma, yüzey düzeltme ve delik duvarı şartlandırması, bakırın sürekli ve dayanıklı bir bağlantı oluşturup oluşturamayacağını etkiler.
Mekanik Sondaj Kontrolü
MKS PCB delme işlemi Silindirik, talaş kontrollü bir delik oluşturulurken aşırı cam kırılması, reçine hasarı, çivi başı oluşumu, çatlama, çapak veya alet kaynaklı ısı oluşmamalıdır. Delme programı, bitmiş delik gereksinimini ve kaplama payını yansıtmalıdır.
Takım geometrisi ve matkap yüklemesi önemlidir.
Tedarikçi kılavuzu, daha küçük delikler için başlangıç yaklaşımı olarak alt kesimli matkap geometrilerini ve yüksek helis açılı takımları önermektedir. Ayrıca, yüksek kesme hızlarının ve yüksek talaş yüklerinin pürüzlü deliklere ve cam elyafı kırılmasına neden olabileceği konusunda uyarıda bulunmaktadır. Üretici, ölçülen delik kalitesine göre iş mili hızını, ilerleme hızını, geri çekme hızını, vuruş sayısını, istif yüksekliğini, giriş malzemesini, destek malzemesini ve takım değiştirme sınırlarını optimize etmelidir.
Kalın levhalar ve ağır bakır için muhafazakar parametreler gereklidir.
Yüksek katman sayısı, kalın genel yapı, ağır bakır ara katmanlar, kaba cam ve yoğun delik desenleri ısıyı ve talaş yükünü artırır. Fabrika, istif yüksekliğini azaltabilir, talaş yükünü düşürebilir, daha sık takım değiştirebilir veya zorlu özellikleri ayrı ayrı delebilir.
İkincil delme ve frezeleme işlemleri farklı aletler gerektirebilir.
Kaplamadan sonra açılan daha büyük delikler, yuvalar, kesikler, kenar özellikleri ve çizgi hatları, standart FR-4 ayarları kontrol edilmeden kullanılırsa çatlama veya cam kırılmasına neden olabilir. Giriş/yedek destek, dalma geometrisi, freze tasarımı, ağ kalınlığı ve çizgi derinliği, gerçek levhaya göre doğrulanmalıdır.
Kalın Çok Katmanlı Levhalarda Delik Açma Riski
Delik içi kaplama güvenilirliği Müşterilerin daha yüksek performanslı bir FR-4 sistemi seçmelerinin ana nedenlerinden biri de budur. Gövde, Z ekseni genişlemesine ve tekrarlanan termal maruziyete, diz, merkez veya iç katman bağlantısında çatlama olmadan dayanmalıdır.
En boy oranı üretim matkabından hesaplanmalıdır.
En boy oranı genellikle sadece bitmiş delikle değil, levha kalınlığı ve delinmiş delik çapıyla da ilişkilidir. Kaplama payı ve delme telafisi anlaşılmalıdır. Delik yoğunluğu, levha kalınlığı toleransı, cam türü ve kaplama dağılımı dahil edildiğinde, nominal olarak kabul edilebilir bir oran elde etmek zorlaşabilir.
Kaplama öncesi delik kalitesi, kaplamanın temelini belirler.
Pürüzlü duvarlar, cam kırıkları, reçine çatlamaları, lekeler, kalıntılar veya iç katman çivi başları daha fazla bakır eklenerek onarılamaz. Dikkatli delme, kontrollü vuruş sayısı, uygun giriş/yedek malzeme ve doğrulanmış leke giderme, temeli iyileştirir.
Varil içindeki bakır dağılımı doğrulanmalıdır.
Yüzey bakır kalınlığı, merkezdeki boru kalınlığını kanıtlamaz. Temsili mikroskop kesitleri, en küçük veya en zorlu delikleri içermeli ve panel kaplamanın en elverişsiz olduğu yerlerde bulunmalıdır.
Termal stres kanıtları kullanım senaryosuyla uyumlu olmalıdır.
Lehimleme simülasyonu, lehimleme işlemi yeniden akış simülasyonu, ara bağlantı stres testiTermal şok veya müşteriye özel döngü testleri uygun olabilir. Üretimden önce test yöntemi, numune yapımı, kabul kriterleri ve rapor gereklilikleri üzerinde anlaşmaya varılmalıdır.
Önemli ayrım
Laminatın yayınlanmış termal değerleri malzemeyi tanımlar. PTH yeterliliği ise belirli bir kart yapısında üretilen ara bağlantıyı tanımlar. Biri diğerinin yerine geçemez.
Çapak Alma, Leke Giderme ve Delik Hazırlama
FR408HR termal olarak stabildir ve doğru şekilde kürlenip delindiğinde nispeten az miktarda leke oluşturur. Yine de, kalıntıları temizlemek ve elektrolizsiz bakır yapışmasını destekleyen bir yüzey oluşturmak için leke giderme işlemi gereklidir. Leke giderme işleminden önceki delik kalitesi, işlem sonrası sonucu büyük ölçüde etkiler.
Kimyasal leke giderme maddesi reçine sistemiyle uyumlu olmalıdır.
FR408HR, sıradan FR-4'e göre kimyasal olarak daha dirençli olabilir. Agresif şişme sistemleri, cam-reçine arayüzlerine zarar verebilir veya kurşunsuz termal stres sonrasında güvenilirliği azaltabilir. Tedarikçi kılavuzu, NMP tipi şişme kimyasını önermemekte ve alternatif sistemlerin ve bekleme koşullarının kimya tedarikçisiyle doğrulanması gerektiğini belirtmektedir.
Plazma, zorlu yapılar için kullanışlıdır.
Plazma ile reçine uzaklaştırma, kontrollü reçine giderme sağlayabilir ve özellikle kalın levhalar, yüksek en-boy oranlı delikler veya kimyasal dirençli reçine sistemleri için kullanışlıdır. Plazma ve permanganat birleştirildiğinde, işlem aşırı reçine uzaklaştırmadan kaçınmalıdır. Gaz karışımı, güç, süre, hazne yüklemesi ve delik geometrisi sonucu etkileyen faktörlerdir.
Üç noktalı geri kazıma sıradan bir leke giderme yöntemi değildir.
Gerçek bir geri aşındırma işlemi, iç katman bakırını üç taraftan açığa çıkarır. FR408HR'de tek başına kimyasal leke giderme işlemi bunu güvenilir bir şekilde sağlayamayabilir. Çizimde leke giderme yerine geri aşındırma gerekiyorsa, işlem yolu ve kabul bölümü açıkça kararlaştırılmalıdır.
Kaplama işleminden önce delik duvarını doğrulayın.
Test numuneleri veya temsili üretim örnekleri, delme işleminden sonra ve desmear işleminden sonra incelenebilir. İnceleme, delme hasarını desmear etkinliğinden ayırt etmelidir. Pürüzsüz, kalıntı içermeyen reçine, kontrollü cam maruziyeti, temiz iç katman arayüzleri ve büyük çatlakların olmaması, zamanlayıcı tamamlandı diye kimyasal işlemin başarılı olduğunu varsaymaktan daha anlamlıdır.
Bakır Kaplama ve Ara Bağlantı Oluşturma
Elektrolizsiz bakır ve elektrolitik kaplama Yeterli kalınlık, yapışma ve dağılıma sahip sürekli bir iletken yol oluşturulmalıdır. Kör geçişler, gömülü geçişler, ped içi geçiş yapıları ve arkadan delinmiş delikler Kaplama rotası yayınlanmadan önce tanımlanması gereken, yapıya özgü kontroller ekleyin.
Elektrolizsiz Bakır Kaplama, Elektrokaplama ve Kalıp Oluşturma
Ön şartlandırmanın ardından, iletken bir tohum tabakası biriktirilir ve delikler gerekli bakır kalınlığına kadar elektrolizle kaplanır. Kaplama, kabul edilemez yüzey kaplama fazlalığı veya topaklanma olmaksızın, yüksek en-boy oranlı deliklerin merkezine ulaşmalıdır.
En boy oranı sadece delme sorunu değil, kaplama sorunudur.
Mekanik olarak temiz bir delikte bile yetersiz bakır dağılımı olabilir. Levha kalınlığı, minimum delme derinliği, delik yoğunluğu, çözelti hareketi, akım yoğunluğu, püskürtme gücü, panel yönü ve kaplama süresi nihai namluyu belirler.
İşlenmiş bakır, empedansı ve ince hat verimini etkiler.
Dış katman izleri, desen kaplamasından önce görüntülenir, bu nedenle bakır büyümesi hem kalınlığı hem de genişliği değiştirir. Empedans modeli, tamamlanmış geometriyi kullanmalı ve CAM, aşındırma ve kaplama telafisini hesaba katmalıdır.
Mikroskop kesiti bulguları, zorlu özellikleri göstermelidir.
Üretimin en yoğun olduğu bölgeye göre kaplaması daha kolay olan bir numune, yanlış bir güven duygusu yaratabilir. Numune tasarımı, panel konumu, delik boyutu ve en-boy oranı, kabul şartlarını temsil etmelidir.
Kör Vialar, Gömülü Vialar, Ped İçi Vialar ve Geri Delme
Gelişmiş ara bağlantı özellikleri, tek başına çizim notları olarak incelenemez. Her özellik, laminasyon sırasını, delme yolunu, temizlemeyi, kaplamayı, doldurmayı, düzleştirmeyi, hizalamayı, incelemeyi ve elektriksel test stratejisini değiştirir. kör delikli PCB laminasyonu Bu kılavuz, gömülü alt montajlar ve sıralı oluşum için ek bağlam sağlar.
Kör geçişli dielektrik kalınlık kontrolleri, üretilebilirliği kontrol eder.
Lazer geçiş deliği çapı, yakalama pedi, hedef pedi, dielektrik kalınlığı, bakır kalınlığı ve en boy oranı birlikte çalışmalıdır. Kalın bir dielektrikten geçen küçük bir geçiş deliği, güvenilir bir aşındırma ve kaplama penceresi oluşturmayabilir.
Gömülü via'lar laminasyonu ve test planlamasını değiştirir.
Güzergah izin veriyorsa, toprağa gömülü yapılar nihai laminasyondan önce elektriksel olarak test edilmelidir. Kapsüllendikten sonra, kusurları tespit etmek zordur. Alt montaj testleri ve incelemeleri, daha fazla malzeme ve işlem eklenmeden önce riski azaltabilir.
Via-in-pad, eksiksiz bir yüzey tanımlaması gerektirir.
Bir montaj pedi için "doldurulmuş" olması yeterli değildir. Çizimde dolgu malzemesi, düzlemsellik, bakır kaplama, yüzey işlemesi, boşluk kabulü ve herhangi bir çukur payı belirtilmelidir. Yetersiz dolgu, lehim kaybına, boşluk oluşumuna, düzensiz bağlantılara veya BGA düzlemsellik sorunlarına neden olabilir.
Mikrovia zincirleri en aza indirilmelidir.
Her mikrovia geçişi direnç, süreksizlik, hizalama bağımlılığı ve güvenilirlik riski ekler. Yönlendirme ve kaçış ihtiyaçlarını karşılayan en kısa ara bağlantı yapısını kullanın.
Yüksek katman sayısına sahip devre kartlarında, sağlam ve ekonomik oldukları için genellikle geçiş delikleri kullanılır. Namlunun kullanılmayan kısmı, yüksek hızlı kanallarda rezonans çıkıntısı oluşturabilir. Kaplamadan sonra, arka delme işlemi bu kullanılmayan bakırın büyük bir kısmını ortadan kaldırır.
Elektriksel hedefi artık bir kısa devre olarak tanımlayın.
Geri delme derinliği, levha kalınlığına ve katman konumuna bağlıdır, ancak sistemdeki asıl endişe kalan talaş miktarıdır. Çizimde delme tarafı, hedef katman, etkilenen delikler, maksimum kalan talaş miktarı ve delme yapılmaması gereken alanlar belirtilmelidir.
Kayıt ve derinlik toleransı, yasak bölgeyi tüketir.
Geri delme işlemi, orijinal kaplamalı delikten daha büyüktür ve yakındaki izlere ve pedlere temas etmemelidir. Katman derinliği toleransı, levha kalınlığı varyasyonu, matkap ucu geometrisi ve makine hassasiyeti, gerekli boşluğu belirler.
Doğrulama planlanmalıdır.
Kesit incelemesi, derinlik ölçümü, röntgen veya diğer yöntemler işlemi doğrulayabilir. Her parti için rapor gerekiyorsa, numuneyi veya örneği panel planlamasına dahil edin.
Geriye doğru delme her zaman en iyi çözüm değildir.
Kör geçiş delikleri, katman yeniden ataması, konektör pimi yeniden eşlemesi veya daha kısa geçiş deliği aralıkları daha temiz bir kanal oluşturabilir. Elektriksel fayda, üretim maliyeti ve denetim yükünü karşılaştırın.
Gelişmiş Çok Katmanlı Yapılar ve CAF Kontrolü
Ardışık laminasyon, HDI birikimi, yoğun geçiş alanları ve karma ara bağlantı teknolojileri, termal ve hizalama olaylarının sayısını artırır. CAF riski, aralık, nem, reçine durumu ve proses temizliği, elektrik düzeni ve ürün ortamıyla birlikte incelenmelidir.
Ardışık Laminasyon ve HDI Biriktirme
FR408HR, çoklu laminasyon döngüleri için uygun olarak tanımlanır; bu da onu gömülü geçişli ve HDI yapılar için uygun hale getirir. Çoklu döngüler yine de işlem karmaşıklığını ve termal geçmişi artırır.
Alt montaj kurutma işlemi bir proses aşamasıdır.
İşlenmiş çekirdekler depolama ve taşıma sırasında nemi emebilir. İkinci laminasyondan önce, alt montajın uzun süreli kurutulması gerekebilir. Tam kurutma işlemi kalınlığa, depolama geçmişine, yapıya ve fabrika onayına bağlıdır. Kurutulmuş panel, laminasyondan önce kontrolsüz maruziyetten korunmalıdır.
Her döngü, boyutsal referansı değiştirir.
İlk presleme döngüsü alt montaj boyutlarını belirler. Delme ve kaplama işlemleri özellikler ekler. İkinci döngü ek hareket sağlar. Proses planı, her delme ve görüntüleme adımı için hangi hedeflerin kullanıldığını ve kümülatif hatanın nasıl kontrol edildiğini belirlemelidir.
Üst üste yerleştirilmiş mikroviaların güvenilirlik kanıtına ihtiyacı vardır.
Katmanlı yapılar gerilimi yoğunlaştırır ve bakır dolgu kalitesine, yakalama pedi geometrisine, hizalamaya ve tüm katmanın termal davranışına bağlıdır. Kademeli mikrovialar gerilimi bir miktar azaltabilir ancak yönlendirme alanını tüketir. Seçim, estetikten ziyade yoğunluk ve niteliğe dayanmalıdır.
Laminasyon döngülerini rastgele eklemeyin.
Bir veya iki aşamada inşa edilebilecek bir yol yapısı, açık bir neden olmaksızın daha fazla aşamaya bölünmemelidir. Her aşama maliyeti, teslim süresini, nem kontrolünü, kayıt riskini ve yeterlilik yükünü artırır.
Yoğun Levhalarda CAF, Aralık ve Nem
İletken anot filamanı riski, malzeme, voltaj, aralık, nem, kirlenme, cam-reçine arayüzleri, delme hasarı ve zamana bağlıdır. FR408HR, CAF'ye dayanıklı olarak tanımlanır, ancak yoğun geçiş alanları ve yüksek voltaj farkları yine de tasarım ve proses kontrolü gerektirir.
Via-to-via ve via-to-plane aralıklarına tolerans dahil edilmelidir.
Nominal CAD aralığı, matkap sapması, hizalama, kaplama, reçine çekilmesi ve yerel kusurlar nedeniyle azalabilir. Güvenilirlik değerlendirmesinde bitmiş geometri ve üretim toleranslarını kullanın.
Temiz delik duvarları risk kaynaklarından birini azaltır.
Cam kırılması, reçine hasarı ve kirlenme, nem ve önyargı altında daha savunmasız yollar oluşturabilir. Bu nedenle delme ve temizleme kalitesi, hem kaplama hem de yalıtım güvenilirliğini destekler.
Montaj temizliği önemini koruyor.
Yüzeydeki lehim artıkları ve iyonik kirlenme, laminatın iç performansı iyi olsa bile sızıntıya veya iz oluşmasına neden olabilir. Çıplak devre kartı malzemesi seçimi, PCBA temizleme ve kaplama gereksinimlerini ortadan kaldırmaz.
Dış Katman İşleme, Lehim Maskesi ve Yüzey Bitirme
Dış katman görüntüleme, desen kaplama, aşındırma, lehim maskesi, yüzey işleme, profil oluşturma ve temizleme işlemleri fiziksel devre kartını tamamlar. Her işlemde halka şekli, iletken geometrisi, empedans varsayımları, lehimlenebilirlik, boyut gereksinimleri ve temizlik korunmalıdır.
Lehim maskesi görüntüleme, FR408HR'nin UV engelleme ve lazer floresan özelliklerinden faydalanır, ancak nihai kalite yine de yüzey hazırlığına, maske tipine, pozlamaya, kürlemeye, hizalamaya ve temizliğe bağlıdır.
Montaj ve ürün için yüzey kaplamasını seçin.
ENIG, OSP, daldırma gümüşü, kurşunsuz HASL, ENEPIG, sert altın ve diğer kaplamalar farklı düzlük, raf ömrü, tel bağlama, temas ve lehimleme davranışlarına sahiptir. Malzeme, kaplamayı belirlemez. Bileşen tipi, depolama, montaj, güvenilirlik ve müşteri yeterliliği belirleyici faktörlerdir.
Yüksek modüllü malzeme etrafında yönlendirme ve kesme işlemlerini kontrol edin.
Kenar kırılmasını önlemek için frezeleme aleti geometrisi, ilerleme hızı, iş mili hızı, levha desteği ve kesim şeridi kalınlığının ayarlanması gerekebilir. Ürünün sıkı mekanik uyuma, açıkta kalan yüksek voltaj aralığına veya temiz kırılmaya bağlı olduğu yerlerde, işlenmiş kenarlar incelenmelidir.
Temizlik, elektrik güvenilirliğinin bir parçasıdır.
Üretim artıkları, taşıma kaynaklı kirlenme, metal parçacıkları ve iyonik maddeler yalıtımı ve montajı etkileyebilir. Ürün yüksek voltajlı, yüksek empedanslı, koruyucu kaplamalı veya zorlu bir ortamda kullanılıyorsa, temizlik gereksinimleri ve test yöntemleri belirtilmelidir.
Denetim Kapıları ve Güvenilirlik Doğrulama
Kontrol noktaları, yukarı akışta meydana gelen bir kusurun aşağı akışta ek değer kaybına yol açmasını önler. Kontrol planı, her geri döndürülemez işlemde kontrolü, kabul kriterini, kaydı, işlem yetkisini ve serbest bırakma koşulunu belirlemelidir.
Laminasyon Sonrası Kayıt ve Kalınlık Doğrulama
Presleme işleminden sonra, pahalı sonraki işlemlere devam edilmeden önce paneller incelenmelidir. Kontroller arasında genel kalınlık, yerel kalınlık, düzlük, X-ışını hizalaması, numune hizalaması, yüzey durumu, çapak alma ve boşluk veya kenar hasarı belirtileri yer alabilir.
Yüksek modüllü panellerden sertleşmiş çapakları gidermek için agresif kesme işlemine kıyasla genellikle frezeleme tercih edilir, çünkü kontrolsüz kenar gerilimi çatlaklara veya kılcal çatlaklara neden olabilir. Kullanılacak yöntem, panel tasarımına ve fabrika ekipmanına bağlıdır.
Elektrik Testi, TDR, Son Kontrol ve Paketleme
Elektrik testi, üretilen netlistin doğruluğunu teyit eder.
Uçan prob veya fikstür testi Tamamlanmış devre kartı, yayınlanan netlist ve üzerinde anlaşılan süreklilik/izolasyon limitleriyle karşılaştırılmalıdır. Test kapsamı, varsa izole edilmiş ağları, gömülü dirençleri veya kapasitörleri ve müşteri tarafından tanımlanan istisnaları da içermelidir.
TDR, üretim empedans kuponunu doğrular.
TDR raporu, işi, numuneyi, hedefi, toleransı, katmanı veya yapıyı, ölçülen sonucu ve test yöntemini tanımlamalıdır. Numuneyi doğrular (kart üzerindeki her izi otomatik olarak değil), bu nedenle numune temsili ve süreç kontrolü önemini korur.
Son kontrol, rotayı çizime geri bağlıyor.
Muayene, boyutlar, kalınlık, delik boyutu, halka şekli, lehim maskesi, işaretler, yüzey kalitesi, düzlük, temizlik, kozmetik kriterler, sertifikalar ve müşteriye özel raporları içerebilir. Herhangi bir sapma, son muayene notunda gizlenmek yerine, sevkiyat öncesinde incelenmelidir.
Ambalaj, montaj payını korumalıdır.
Isola işleme kılavuzu, ambalajlamadan önce bitmiş levhaların kuru olmasını önermekte ve uzun raf ömrü veya zorlu kurşunsuz montaj için en iyi uygulama seçenekleri olarak nem bariyerli torbaları, nem gösterge kartlarını ve kurutucu maddeleri açıklamaktadır. Gerekli paketleme, müşteri ve montaj yeri tarafından kararlaştırılmalıdır. Açılan torbalar, kararlaştırılan raf ömrü kurallarına göre yeniden kapatılmalı veya işlenmelidir.
Üretim Güzergahı Boyunca Kontrol Noktaları
Bir süreç akışı, ancak uygunsuz işin nerede durdurulacağını tanımladığında faydalıdır. Aşağıdaki aşamalar, her işlemi bir onay kararına bağlar. Tam örnekleme, sınıf, kupon tasarımı, rapor formatı ve kabul limitleri müşteri dokümantasyonunda kararlaştırılmalıdır.
Daha geniş bir kabul çerçevesi için, inceleyin. PCB kalite denetimiFR408HR kontrol planına daha sonra malzeme ve yapıya özgü kanıtlar eklenmelidir.
| Kontrol kapısı | Doğrulanan nedir? | Tipik kanıt | Bir sonraki operasyondan önce risk kontrol altına alındı. |
|---|---|---|---|
| Gelen malzeme serbest bırakılması | FR408HR kimliği, çekirdek kalınlığı, bakır, prepreg yapısı, parti numarası, depolama durumu ve raf ömrü kontrolleri. | Gerektiğinde teslimat belgesi, tedarikçi etiketi, sertifika veya izlenebilirlik kaydı. | Üretime yanlış veya kontrolsüz malzeme girmesi. |
| İç katman AOI salınımı | Açık devreler, kısa devreler, hat genişliği, aralık, bakır özellikleri, hedefler, takım ve katman kimliği. | AOI kaydı, kusur durumu, birinci panel boyut verileri. | Devrelerdeki gizli arızaların kalıcı olarak gizlenmesi. |
| Layup doğrulaması | Çekirdek/prepreg sıralaması, bakır yönlendirmesi, tane yönü, parti tahsisi, ayırma filmi ve kalıp düzenlemesi. | Üretim aşaması takip formu, barkod tarama, kontrollü işler için bağımsız onay. | Yanlış katman dizilimi veya malzeme yöneliminin geri döndürülemez hale gelmesi. |
| Laminasyon sonrası serbest bırakma | Panel kalınlığı, kürleme/pres kaydı, hizalama, boşluklar, katman ayrılması, eğilme ve burulma. | Basınç grafiği, kalınlık haritası, röntgen kayıt verileri, görsel inceleme. | Arızalı paneller, delme ve kaplama kapasitesini tüketiyor. |
| Sondaj ve delik hazırlama izni | Delik boyutu, konumu, kırılma, kalıntı, leke giderme, belirtilen yerlerde geri aşındırma ve delik duvarı durumu. | Sondaj incelemesi, numune kesiti, proses banyosu kayıtları. | Elektrolizsiz bakır ve kaplamaya giren kusurlu delikler. |
| Kaplama salınımı | Bakır kalınlığı ve dağılımı, boşluklar, yapışma, gerekirse sargı, yüzey düzgünlüğü. | Mikroseksiyon, kulometrik/XRF ölçümleri, kaplama şeması. | Son görüntüleme ve işleme aşamasına ulaşan zayıf ara bağlantılar. |
| Dış katman AOI salınımı | Son iletken geometrisi, halka şeklindeki yapı, kısa devreler, açık devreler, çentikler ve artık bakır. | AOI inceleme ve onarım/tasfiye kaydı. | Devredeki arızaların lehim maskesiyle gizlenmesi. |
| Elektrik ve empedans salınımı | Netlist sürekliliği/izolasyonu ve kontrollü empedans kuponu sonuçları. | Uçan prob/fikstür sonucu, TDR izleme ve test özeti. | Sevkiyat veya montaj aşamasına ulaşan, elektriksel olarak standartlara uygun olmayan devre kartları. |
| Son sevkiyat onayı | Ölçüler, yüzey işlemi, lehim maskesi, işaretleme, temizlik, düzlük, miktar, ambalaj ve gerekli belgeler. | Son kontrol raporu, sertifika, nem bariyerli ambalaj kaydı. | Fabrikadan çıkan ürünün standartlara uygun olmaması veya kanıtların eksik olması. |
Tekrarlanan Üretim, Uygulamalar ve Süreç İncelemesi
Teknik açıdan başarılı bir ilk üretim, ancak malzeme, katman dizilimi, işlem rotası, denetim planı, onaylanmış sapmalar ve değişiklik tetikleyicileri yeniden üretilebildiğinde değerli hale gelir. Bu bölüm, uygulama uyumluluğu, kontrol planlaması, prototipten üretime geçiş, inceleme kontrol listeleri, tekrarlayan sorular ve kaynak referanslarını bir araya getirir.
FR408HR Çok Katmanlı Yapının Genellikle Gerekçe Gösterdiği Uygulamalar
Uygulamalar, pazarlama kategorisine göre değil, kart fonksiyonuna göre seçilmelidir. FR408HR, çok katmanlı termal güvenilirlik, kontrollü empedans ve istikrarlı üretimin birlikte gerekli olduğu durumlarda genellikle uygundur.
Kontrollü empedansa, konektör geçişlerine ve tekrarlanabilir çok katmanlı yapıya sahip anahtar kontrol panoları, hat kartı kontrol bölümleri, iletişim işlemcileri ve arayüz panoları.
Endüstriyel bilgisayarlar, makine kontrol platformları, hareket sistemleri, veri toplama donanımları ve uzun ömürlü gömülü kontrol üniteleri, tekrarlanan kurşunsuz montaj işlemlerine veya zorlu servis koşullarına maruz kalmaktadır.
Kanal tutarlılığının, yüksek katman sayısının ve kontrollü ara bağlantı geometrisinin önemli olduğu karma sinyal cihazları, otomatik test ekipmanları, veri toplama kartları ve arka paneller.
Kontrollü dokümantasyon, istikrarlı tekrarlanabilir üretim süreçleri ve ilgili ürün gereksinimlerine uygun bir kabul planı gerektiren, implante edilemeyen ekipman ve teşhis platformları.
Termal döngülerin, uzun hizmet ömrünün ve çok katmanlı güvenilirliğin önemli olduğu kontrol ve izleme panoları. CTI, voltaj aralığı ve otomotiv yeterliliği ayrı gereksinimler olarak kalmaktadır.
FR408HR, özel bir RF malzemesi başka yerlerde kullanılırken, dijital veya kontrol katmanları için kullanılabilir. Hibrit baskı uyumluluğu, bondply, bakır işlemi ve hizalama özel bir inceleme gerektirir.
Uygulama sınırı: FR408HR'yi evrensel bir radar veya mikrodalga alt tabakası olarak tanımlamayın. RF kanalı, FR408HR dijital kontrol kısmı için uygun olsa bile, daha düşük kayıplı bir laminat veya hibrit yapı gerektirebilir.
FR408HR Üretim Prosesi Kontrol Planı
| Proses kapısı | Önemli kayıt | Tipik yayın sorusu |
|---|---|---|
| Mühendislik | Onaylı ürün dizilimi, DFM, empedans tablosu, kupon planı | Önerilen yapı üretilebilir ve onaylanmış mı? |
| Gelen malzeme | Malzeme kimliği, parti numarası, çekirdek/prepreg yapısı | Alınan materyal yolcuyla eşleşiyor mu? |
| İç katman | AOI kaydı, boyut ölçümü | Devre ve dengeleme, serbest bırakma limitleri dahilinde mi? |
| Laminasyon | Kalıplama doğrulaması, presleme tarifi, ürün sıcaklığı kanıtı | Doğru kitap, yetkili servis yoluyla mı temin edildi? |
| delme/temizleme | Alet programı, vuruş sayısı, delik-duvar örneği | Delik temiz mi ve kaplama için uygun mu? |
| Kaplama | Banyo/işlem kaydı, bakır ölçümü, mikroskop kesiti | Temsili varil bakır ve kalite kriterlerini karşılıyor mu? |
| Son | Elektrik testi, TDR, boyutlar, sertifikalar | Tamamlanan parti, yayınlanan çizim ve raporlama gerekliliklerini karşılıyor mu? |
Prototip-Üretim Kontrolü
Doğrulanan yapıyı dondurun.
Prototip onaylandıktan sonra, gerçek çekirdek/prepreg yapılarını, bakır folyoyu, empedans geometrisini, numuneyi, pres yolunu, delme ve temizleme yolunu, yüzey işlemini ve muayene planını kaydedin. Tekrarlanabilirlik için genel bir katmanlama çizimi yeterli değildir.
Tasarım değişikliklerini süreç değişikliklerinden ayırın.
Bir tasarım ECO'su ürün verilerini değiştirir. Gerber dosyaları aynı kalsa bile bir süreç değişikliği meydana gelebilir. Malzeme bulunabilirliği, panel boyutu, folyo, kimya, kalıp veya test yöntemi değişebilir. Hangi süreç değişikliklerinin bildirim veya yeniden kalifikasyon gerektirdiğini tanımlayın.
Üretim sürekliliğinin önemli olduğu durumlarda, öngörülen üretim için yedek malzeme ayırın.
Özel çekirdekler, önceden emprenye edilmiş malzemeler veya bakır folyolar süresiz olarak stokta tutulamaz. Tahmini hacim ve kalifikasyon süresi, üreticinin envanteri planlamasına ve bir sonraki siparişten önce eskime veya ikame riskini belirlemesine yardımcı olur.
Üretim rotasını doğrulamak için pilot üretim kullanın.
Ekstra işlem, seçilmiş paneller veya manuel müdahale ile küçük bir mühendislik partisi üretilebilir. Ölçek büyütme riskinin görünür olması için pilot partide amaçlanan üretim araçları, panel, muayene, test, montaj yolu ve dokümantasyon kullanılmalıdır.
Çok Katmanlı Tasarım ve Süreç İnceleme Kontrol Listesi
- Malzeme gereksinimi ve ikame kuralı açıkça belirtilmiştir.
- Katman fonksiyonları, referans düzlemleri ve güç dağılımı stabildir.
- Çekirdek/prepreg yapılar mevcuttur ve onaylanmıştır.
- Simetri ve reçine akışı açısından bakır ağırlıkları ve bakır dağılımları incelenir.
- Son işlemde elde edilen kalınlık ve eğilme/bükülme gereksinimleri, mekanik kullanıma uygundur.
- Delik içi en boy oranı ve kaplama yolu tolerans payına sahiptir.
- Kör/gömülü geçişler ve laminasyon döngüleri en aza indirilir.
- Via-in-pad dolum/kapak ve montaj beklentileri eksiksiz olarak tanımlanmıştır.
- Geri delme tarafı, hedef, artık uç ve yasak bölge belirtilmiştir.
- Empedans numuneleri ve TDR raporları ürün yapısını temsil eder.
- Mikrokesit ve termal incelemeler, en zorlu özelliklere ışık tutmaktadır.
- Prototip, pilot ve seri üretim aşamaları revizyonla kontrol edilir.
Sıkça Sorulan Sorular
FR408HR standart bir FR-4 üretim hattında çalışabilir mi?
Geleneksel çok katmanlı PCB ekipmanlarıyla işlenebilir, ancak fabrika gerçek malzeme, presleme döngüsü, hareket telafisi, delme yolu, leke giderme kimyasalı, kaplama ve denetim planını onaylamalıdır. "Standart hat" genel ayarlar anlamına gelmez.
FR408HR için plazma yayılımının giderilmesi neden tartışılıyor?
Plazma, zorlu reçine sistemleri, küçük delikler, yüksek en boy oranları veya ardışık laminasyon yapıları için delik duvarı hazırlığını iyileştirebilir. Doğru yöntem, delik geometrisine, reçine durumuna, kimyasına ve gerekli geri aşındırmaya bağlıdır.
FR408HR, kaplamalı deliklerde oluşan çatlamayı ortadan kaldırır mı?
Hayır. Daha düşük Z ekseni genişlemesi ve güçlü termal özellikler malzeme payı yaratır, ancak PTH güvenilirliği yine de matkap kalitesine, pas gidermeye, bakır kalınlığına ve dağılımına, delik en-boy oranına, termal maruziyete, neme ve devre kartı tasarımına bağlıdır.
FR408HR ile ardışık laminasyon otomatik olarak güvenli midir?
Hayır. Her döngü boyut referanslarını değiştirir ve termal geçmiş ekler. Alt montaj kurutma, hareket verileri, mikrovia yapısı, bakır dağılımı ve döngü sayısı kontrol edilmeli ve doğrulanmalıdır.
Geri delme işlemi ne zaman kullanılmalıdır?
Kanal analizinin, kalan geçiş borusunun kabul edilemez bir rezonans veya kayıp yarattığını gösterdiği ve tasarımın yeterli derinlik toleransı, koruma mesafesi, hizalama marjı ve doğrulama yöntemi sağladığı durumlarda geri delme yöntemini kullanın.
Tekrar üretim için en kullanışlı kayıtlar hangileridir?
Onaylanmış malzeme yapısı, istifleme revizyonu, hareket faktörleri, pres reçetesi, delme ve temizleme yolu, kaplama kanıtları, numune/test sonuçları, muayene kayıtları ve onaylanmış sapmalar en güçlü üretim temelini oluşturur.
Teknik Referanslar
- Isola FR408HR teknik özellikler sayfası — Tipik termal/elektriksel özellikler, ürün nitelikleri ve IPC tanınması.
- Isola FR408HR işleme kılavuzu — Tedarikçiye taşıma, kurutma, laminasyon, delme ve ilgili işlemler için başlangıç kılavuzu.
- IPC-6012 — Çok katmanlı ve gizli/gömülü geçişli yapılar da dahil olmak üzere, sert baskılı devre kartları için yeterlilik ve performans gereksinimleri.
- IPC-A-600 — Baskılı devre kartı kabul edilebilirlik koşullarının görsel temsilleri.
- IPC-TM-650 — Test yöntemi kütüphanesi; bir ölçüm sözleşmeye bağlı olduğunda, kullanılan yöntem ve revizyon belirtilmelidir.
Müşteri çizimi, satın alma siparişi, onaylı katman düzeni ve belirtilen standart revizyon, üretim için belirleyici şartlar olmaya devam etmektedir.
Üretim ve Çok Katmanlı Proses İncelemesi Talebi
Katman dizilimini, malzeme tanımını, katman sayısını, bakır dağılımını, delik mimarisini, kontrollü derinlik gereksinimlerini, empedans tablosunu, bitmiş kalınlığı, kabul sınıfını, muayene gereksinimlerini ve üretim hacmini gönderin.
Highleap, kalıplama işleminden önce malzeme bulunabilirliği, laminasyon sayısı, kayıt riski, delme/kaplama kapasitesi, geri delme, test numuneleri ve tekrarlanan üretim kontrolü açısından önerilen rotayı inceleyebilir.
FR408HR PCB üreticisi ve fiyat teklifi sayfasına geri dönün.

Önerilen Mesajlar

Taconic RF-35 PCB Üretim Hizmeti — Prototip Üretiminden Seri Üretime
Şekil 1. Taconic RF-35 PCB. Taconic RF-35, iş yükünü taşıyan bir devre kartıdır...

Isola Astra MT77 PCB Üretimi
Şekil 1. Isola Astra MT77 PCB Üretimi Isola Astra...

Özel Rogers RO4835 PCB Üretimi ve Montaj Hizmetleri
Şekil 1. Rogers RO4835 PCB. Rogers RO4835 PCB bir...

Nelco N4000-13 PCB Malzeme ve Üretim Kılavuzu | Highleap Electronics
Şekil 1. Nelco N4000-13 PCB. Nelco N4000-13 PCB bir...
PCB'ler için fiyat teklifi nasıl alınır
Sizin için DFM/DFA analizi yapalım ve size bir raporla geri dönelim. Dosyalarınızı web sitemiz üzerinden güvenli bir şekilde yükleyebilirsiniz. Size fiyat teklifi verebilmemiz için aşağıdaki bilgilere ihtiyacımız var:
-
- Gerber, ODB++ veya .pcb, spec.
- Montaj gerekiyorsa BOM listesi
- Adet
- Dönüş zamanı
PCBA hizmetleri için lütfen BOM'unuzu (Malzeme Listesi) ve herhangi bir özel montaj talimatını sağlayın. Ayrıca, tasarımlarınızı üretilebilirlik ve montaj için optimize etmek ve sorunsuz bir üretim süreci sağlamak için DFM/DFA analizi de sunuyoruz.