
Bloga dön
Elektronik Endüstrisinde PCB Takviyelerinin Rolü

İçindekiler
- PCB Sertleştiricilerinin İşlevi ve Önemi
- Takviye Malzemeleri: Özellikleri, Avantajları ve Dezavantajları ve Seçim Kriterleri
- Kalınlık Özellikleri ve Boyut Standartları
- Bağlantı Yöntemleri: Takviye Elemanları Esnek Devre Kablolarına Nasıl Bağlanır?
- Tasarım Kuralları: Yerleştirme, Toleranslar ve Sık Yapılan Hatalar
- Uygulamaya Özgü Takviye Stratejileri
- Üretim Süreci: Takviye Elemanları Üretim Sırasında Nasıl Entegre Edilir?
- Tasarım Paketinizde Takviye Elemanlarını Belirtme
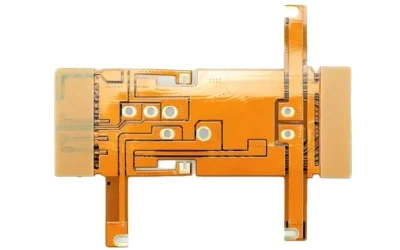
PCB sertleştiriciler Esnek veya rijit-esnek baskılı devre kartlarına yapıştırılan yerel takviye elemanları, tasarımın mekanik stabilite gerektirdiği yerlerde rijit bölgeler oluşturur. Takviye elemanları olmadan, esnek devreler güvenilir konektör eşleşmesi için gereken düzlemsellikten, SMT bileşen yerleşimi için gereken yapısal destekten ve otomatik montaj ekipmanının talep ettiği taşıma rijitliğinden yoksun kalırdı.
Önemlerine rağmen, takviye elemanları esnek PCB tasarım paketlerinde en az belirtilen unsurlardan biridir; bu da montaj verimliliği sorunlarına, konektör güvenilirliği arızalarına ve gereksiz tasarım değişikliklerine yol açar. Bu kılavuz, mühendislerin takviye elemanlarını ilk üretimde doğru bir şekilde elde etmeleri için ihtiyaç duydukları ayrıntıda malzeme seçimi, kalınlık özellikleri, bağlantı yöntemleri, tasarım kuralları ve üretim entegrasyonunu kapsamaktadır.
1) PCB Sertleştiricilerinin İşlevi ve Önemi
1.1 Temel İşlev
Takviye elemanları, esneme ve bükülme üzerinde dört farklı mühendislik işlevi görür. sert esnek PCB'ler:
- Bağlayıcı desteği: ZIF konektörleri, karttan karta konektörler ve kart kenarı arayüzleri düz ve sert bir bağlantı yüzeyi gerektirir. Konektör bölgesini destekleyen bir sertleştirici olmadan, esnek devre takma sırasında bükülür ve bu da aralıklı temasa veya konektör hasarına neden olur.
- SMT bileşenlerinin düzlemselliği: Yüzeye monte edilen bileşenler — özellikle ince aralıklı QFP'ler, BGA'lar ve 0201/01005 pasif bileşenler — lehimleme sırasında düzlemsel bir yüzeye ihtiyaç duyar. Destekleyici elemanlar, bükülmeyi önleyen ve lehim macunu uygulama alanının tamamında düzlemselliği sağlayan stabil bir platform oluşturur.
- Sertliği ele almak: Otomatik yerleştirme makineleri, lehim fırınları ve AOI sistemleri sert alt tabakalar için tasarlanmıştır. Takviye elemanları, esnek devrelerin bu makinelerden sıkışma, yanlış besleme veya denetim hataları olmadan geçebilmesi için gereken geçici veya kalıcı sertliği sağlar.
- Gerilim giderme: Esnek bölge ile sert bölge (veya esnek uç ile gövde konektörü) arasındaki geçiş noktasında, takviye elemanları mekanik gerilimi daha geniş bir alana dağıtarak esnek-sert sınırda yorulma çatlamasını önler.
1.2 Takviye Elemanlarının Çözüm Olmadığı Durumlar
Takviye elemanları kalınlığı, ağırlığı ve maliyeti artırır. Bunlar, uygun katman tasarımı veya malzeme seçimiyle çözülmesi gereken sorunlar için geçici bir çözüm olarak kullanılmamalıdır. Tüm esnek devrenizin rijit olması gerekiyorsa, muhtemelen takviye elemanlarıyla kaplı bir esnek devre kartı değil, rijit bir PCB'ye ihtiyacınız vardır. Belirli bir bölgenin orta düzeyde desteğe ihtiyacı varsa ancak tam rijitliğe ihtiyaç duymuyorsa, kalın bir FR4 panel yerine daha ince bir poliimid takviye elemanı veya kaplama katmanı daha uygun olabilir.
2) Takviye Malzemeleri: Özellikleri, Avantajları ve Dezavantajları ve Seçim Kriterleri
2.1 Malzeme Karşılaştırması
| Malzeme | Termal İletkenlik (W/m·K) | Yoğunluk (g / cm³) | Sıcaklık Değişimi (ppm/°C) | Göreceli maliyet |
|---|---|---|---|---|
| Poliimid (PI) | 0.12-0.35 | 1.42 | 20-30 | $$ |
| FR4 | 0.25-0.30 | 1.85 | 14–17 (X/Y) | $ |
| Paslanmaz Çelik (SUS 304) | 16 | 7.93 | 17.3 | $ $ $ |
| Alüminyum (6061-T6) | 167 | 2.70 | 23.6 | $$ |
2.2 FR4 Takviye Elemanları
FR4, çoğu PCB takviye uygulaması için varsayılan tercihtir. Güçlü mekanik destek, düşük maliyet ve kurşunsuz lehimleme sıcaklıklarıyla iyi uyumluluk (kaliteye bağlı olarak 130–180°C Tg değerleri) sunar. FR4 takviyeler, karmaşık hatlara kolayca işlenebilir, deliklere ve kesiklere izin verir ve gerekirse yüzey işlemine tabi tutulabilir.
En iyi: Konnektör destekleri, genel bileşen montaj alanları, otomatik montaj için taşıma bölgeleri. FR4, takviye uygulamalarının yaklaşık %70'i için doğru seçimdir.
Sınırlama: FR4, düşük Z ekseni CTE değerine (~60 ppm/°C) sahiptir; bu da geniş sıcaklık değişimlerine maruz kalan kalın lehim yapılarında lehim bağlantısı gerilimine katkıda bulunabilir. Derin termal döngü gerektiren yüksek güvenilirlik gerektiren uygulamalar için, CTE uyumsuzluğunu dikkatlice değerlendirin.
2.3 Poliimid (PI) Takviye Ediciler
Poliimid takviye elemanları, temel esnek malzeme ile uyumluluğu korurken orta düzeyde destek sağlar. Hem esnek alt tabaka hem de takviye elemanı poliimid olduğundan, CTE eşleşmesi FR4 veya metal seçeneklerine göre doğal olarak daha iyidir ve termal döngü sırasında arayüzey gerilimini azaltır.
En iyi: Ek kalınlığın en aza indirilmesi gereken ince profiller, lokal kısmi sertleştirme gerektiren dinamik esneme bölgeleri ve sertleştiricinin 260°C'nin üzerindeki sıcaklıklarda ayrılma olmadan yeniden akıştan geçmesi gereken uygulamalar.
Sınırlama: PI takviye elemanları, FR4 veya metallere kıyasla birim kalınlık başına daha az rijitlik sunar. Önemli mekanik destek gerektiren uygulamalar için, PI'nin önemli ölçüde daha kalın olması veya başka bir malzeme ile desteklenmesi gerekebilir.
2.4 Paslanmaz Çelik Takviye Elemanları
Paslanmaz çelik (tipik olarak SUS 304 veya SUS 301), birim kalınlık başına en yüksek rijitliği ve düzlüğü sağlar. 0.2 mm'lik bir paslanmaz çelik takviye elemanı, 0.8 mm'lik bir FR4 takviye elemanına kıyasla benzer veya daha yüksek rijitlik sağlar; bu, toplam yapı yüksekliğinin sınırlı olduğu durumlarda kritik öneme sahiptir.
En iyi: Kalınlık bütçesinin son derece kısıtlı olduğu ultra ince tasarımlar (akıllı telefonlar, giyilebilir cihazlar), sertleştirici bölgede EMI koruması gerektiren uygulamalar (paslanmaz çelik iletkendir) ve yüksek titreşim veya mekanik şokun olduğu ortamlar (endüstriyel, otomotiv, havacılık).
Sınırlama: Paslanmaz çelik daha ağırdır (FR4 için 1.85 g/cm³'e karşılık 7.93 g/cm³), karmaşık hatlara göre işlenmesi daha pahalıdır ve takviye elemanı üzerinden elektriksel topraklama amaçlanıyorsa iletken yapıştırıcı veya mekanik bağlantı gerektirir.
2.5 Alüminyum Takviye Elemanları
Alüminyum, orta düzeyde rijitliği mükemmel ısı iletkenliğiyle (167 W/m·K) birleştirir; bu da onu, mekanik desteğin yanı sıra ısı dağıtımının da işlevsel bir gereklilik olduğu durumlarda tercih edilen takviye malzemesi yapar.
En iyi: Isının yayıcı alandan uzaklaştırılması gereken LED esnek kablo düzeneklerinde, sertleştiricinin aynı zamanda ısı dağıtıcı görevi gördüğü esnek devrelerdeki güç elektroniğinde ve sertleştirici üzerinden topraklamanın gerekli olduğu uygulamalarda (alüminyum iletkendir).
Sınırlama: Daha yüksek CTE (23.6 ppm/°C), poliimid esnek alt tabakalarda (20–30 ppm/°C) CTE uyumsuzluğu gerilimine neden olabilir; bu durum FR4'e (X/Y'de 14–17 ppm/°C) göre daha az kritiktir, ancak kalın yapılarda veya geniş sıcaklık aralıklarında önemlidir.
2.6 Malzeme Seçim Karar Çerçevesi
- ☐ Bu genel bir bağlantı/bileşen destek uygulaması mı? → FR4 (varsayılan seçim)
- ☐ Toplam yapı yüksekliği ciddi şekilde kısıtlı mı? → Paslanmaz çelik (Kalınlık başına en yüksek rijitlik)
- ☐ Takviye bölgesinin ısı dağıtımına ihtiyacı var mı? → Alüminyum
- ☐ Takviye elemanının poliimid esnek malzeme ile CTE uyumluluğuna ihtiyacı var mı? → Polyamid
- ☐ Takviye elemanı, zaman zaman bükülecek dinamik bir esneme bölgesinde mi bulunuyor? → Polyamid
- ☐ Takviye elemanının EMI koruması sağlaması gerekiyor mu? → Paslanmaz çelik or alüminyum
3) Kalınlık Özellikleri ve Boyut Standartları
3.1 Malzemeye Göre Standart Kalınlık Seçenekleri
| Malzeme | Standart Kalınlıklar | Standart Dışı (Talep Üzerine Temin Edilebilir) |
|---|---|---|
| Polyamid | 0.05, 0.075, 0.1, 0.125, 0.15mm | 0.175–0.275 mm (0.025 mm'lik artışlarla) |
| FR4 | 0.2, 0.3, 0.4, 0.5, 0.6, 0.8, 1.0, 1.2, 1.5 mm | 0.9, 1.6 mm; laminasyon yoluyla özel kalınlıklar |
| Paslanmaz çelik | 0.1, 0.15, 0.2, 0.3 mm | 0.05, 0.4, 0.5 mm (sınırlı sayıda mevcuttur) |
| Alüminyum | 0.3, 0.5, 0.8, 1.0, 1.2, 1.5 mm | 0.15, 0.2 mm (ince tel, sınırlı stok) |
3.2 Gerekli Takviye Kalınlığının Hesaplanması
Gerekli kalınlık üç faktöre bağlıdır:
- Hedef toplam montaj kalınlığı: Son montajın belirli bir derinlikteki bir muhafaza boşluğuna sığması gerekiyorsa, takviye elemanı kalınlığı = boşluk derinliği – esnek devre kalınlığı – yapıştırıcı tabakası – bileşen yüksekliği boşluğu
- Gerekli sertlik: Daha sert malzemeler (paslanmaz çelik, FR4), daha yumuşak malzemelerle (poliimid) aynı sapma direncini elde etmek için daha az kalınlık gerektirir. Belirli bir taban alanı ve kenar destek koşulu için, sapma 1/t³ ile orantılıdır (burada t = kalınlık) — bu nedenle kalınlığın iki katına çıkarılması sapmayı 8 kat azaltır.
- Termal genleşme uyumluluğu: Daha kalın takviye elemanları, termal genleşme katsayısı (CTE) uyumsuzluğu kaynaklı gerilimi artırır. Takviye elemanı ve esnek alt tabakanın farklı CTE'leri varsa, mekanik performans için gereken minimum kalınlığa kadar takviye elemanı kalınlığını en aza indirin.
3.3 Boyutsal Toleranslar
Takviye elemanları için standart boyut toleransları:
- Anahat (X/Y): Yönlendirilmiş FR4 ve PI için ±0.1 mm; kazınmış veya lazerle kesilmiş metaller için ±0.05 mm.
- Kalınlık: FR4 ve PI için ±%10; paslanmaz çelik ve alüminyum için ±0.02 mm.
- Esnek devre üzerindeki yerleşim: Devre özelliklerine göre ±0.15 mm (daha hassas yerleştirme için optik hizalama aleti gerekebilir)
4) Bağlantı Yöntemleri: Takviye Elemanları Esnek Devre Kablolarına Nasıl Bağlanır?
Bağlama yöntemi, güvenilirlik, yeniden işlenebilirlik ve üretim verimliliğini doğrudan etkiler. Üretimde üç temel yöntem kullanılır:
4.1 Basınca Duyarlı Yapıştırıcı (PSA)
PSA (tipik olarak 3M 966x serisi veya eşdeğer akrilik yapışkan bant), sertleştiriciye uygulanır ve ardından oda sıcaklığında veya hafif ısı aktivasyonuyla esnek devreye bastırılır.
- Bağ kuvveti: 0.8–1.5 N/mm (soyma)
- Sıcaklık aralığı: -40°C ila +120°C (standart akrilik PSA); yüksek sıcaklık sınıfları için +150°C'ye kadar.
- Yapıştırıcı kalınlığı: 0.05–0.10 mm (toplam yapım yüksekliğine eklenir)
Avantajları: Hızlı uygulama, kürleme gerektirmez, tekrar işlenebilir. Prototipleme ve orta hacimli üretim için uygundur.
Sınırlamalar: Termoset yapıştırıcılara göre daha düşük soyulma mukavemetine sahiptir ve kurşunsuz yeniden akış dayanımı gerektiren uygulamalar için uygun değildir (PSA yaklaşık 180°C'nin üzerinde yumuşar). Sertleştirici yeniden akış fırınından geçecekse, PSA genellikle önerilmez.
4.2 Isı ile Sertleşen Yapıştırıcı (Epoksi veya Akrilik)
Isı ile sertleşen yapıştırıcılar, sertleştiriciye önceden uygulanır ve ısı ve basınç altında (tipik olarak laminasyon presinde 150–180°C'de 30–60 dakika süreyle) kürlenir.
- Bağ kuvveti: 1.5–3.0 N/mm (soyma)
- Sıcaklık aralığı: -55°C ila +260°C (kurşunsuz lehimleme işlemine dayanıklıdır)
- Yapıştırıcı kalınlığı: 0.025 – 0.075 mm
Avantajları: Yüksek yapışma mukavemeti, mükemmel ısı direnci, çoklu lehimleme döngülerine dayanıklılık. Bu, SMT montajına tabi tutulacak esnek devreler için standart üretim yöntemidir.
Sınırlamalar: Laminasyon ekipmanı gerektirir, işlem süresi daha uzundur ve kürlendikten sonra yeniden işlenmesi kolay değildir.
4.3 Termoset Önceden Emprenye Edilmiş Malzemenin Bağlanması (Laminasyon Sırasında)
Rijit-esnek tasarımlar için, takviye elemanları, önceden emprenye edilmiş veya bondply levhalar kullanılarak levha laminasyon işlemi sırasında entegre edilebilir. Bu yaklaşım, takviye elemanını rijit-esnek katmanla eş zamanlı olarak birleştirerek ayrı bir takviye elemanı ekleme adımını ortadan kaldırır.
Avantajları: En güvenilir yapışma, en ince yapıştırıcı arayüzü, ek işlem adımı gerektirmez.
Sınırlamalar: Sadece orijinal rijit-esnek katman yapısının parçası olan takviye elemanları için geçerlidir. Laminasyondan sonra eklenen takviye elemanları için kullanılamaz.
4.4 Bağlantı Yöntemi Seçimi
| Yöntem | Yeniden Akış Hayatta Kalma | Bağ kuvveti | Yeniden işlenebilirlik | Tipik Kullanım |
|---|---|---|---|---|
| PSA | Hayır (180°C'nin üzerinde yumuşar) | ılımlı | Kolay | Montaj sonrası takviye elemanları, prototipleme |
| Isı ile sertleşen yapıştırıcı | Evet (260°C ve üzeri) | Yüksek | Zor | Üretim SMT montajı |
| Prepreg (laminasyon) | Evet | En yüksek | Mümkün değil | Rijit-esnek entegre takviye elemanları |
5) Tasarım Kuralları: Yerleştirme, Toleranslar ve Sık Yapılan Hatalar
5.1 Yerleştirme Kuralları
- Bağlantı bölgeleri: Takviye elemanı, bağlantı elemanının temas alanının her yönde en az 1.0 mm ötesine uzanmalıdır. ZIF konektörler için, birleştirme sırasında esneme sapmasını önlemek amacıyla temas noktası yerleştirme derinliğinin 1.5 mm ötesine uzanmalıdır.
- SMT bileşen bölgeleri: Takviye elemanının sınırı, takviye edilmiş alana monte edilen herhangi bir bileşenin en dıştaki lehimleme noktasının en az 0.5 mm ötesine uzanmalıdır. Takviye elemanının kenarlarını bileşen gövdelerinin altına yerleştirmeyin; basamak yüksekliği, yeniden akış sırasında eş düzlemlilik sorunlarına neden olur.
- Viraj bölgesi açıklığı: Takviye elemanının kenarı ile herhangi bir dinamik bükülme bölgesinin başlangıcı arasında en az 1.5 mm (tercihen 2.0 mm) boşluk bırakın. Bu boşluk, esnek devrenin kademeli olarak sertten esnek hale geçmesini sağlayarak gerilim yoğunlaşmasını önler.
- Takviye elemanları arasındaki mesafe: Esnek devrenin aynı tarafında birden fazla takviye elemanı kullanılıyorsa, yapıştırıcının üst üste binme olmadan düzgün bir şekilde uygulanabilmesi için takviye elemanlarının kenarları arasında en az 2.0 mm boşluk bırakılmalıdır.
5.2 Takviye Elemanı Tasarımında Sık Yapılan Hatalar
- Viraj bölgelerinden yeterli mesafe bırakılmamış: Bir takviye elemanının kenarını bükme yarıçapına çok yakın yerleştirmek, yüzlerce çevrim içinde esneme yorulması çatlamasına neden olan sert bir gerilim yoğunlaşma noktası oluşturur. Bu, takviye elemanıyla ilgili en yaygın saha arızasıdır.
- Montaj işlemi için yanlış bağlantı yöntemi kullanılmış: Yeniden akışlı lehimleme işleminden geçen bir sertleştirici üzerinde PSA kullanılması durumunda, PSA yumuşar, sertleştirici kayar ve bileşen yerleştirme sırasında devre kartı düzlemsel olmaktan çıkar.
- Gövde için takviye elemanı çok kalın: Takviye elemanı kalınlığını belirlerken yapıştırıcı kalınlığını (0.025–0.10 mm) ve bileşen yüksekliğini dikkate almamak, muhafaza ile uyumsuzluğa yol açar.
- Tasarım paketinden takviye elemanlarının çıkarılması: Takviye elemanlarının hatları, malzemesi, kalınlığı ve bağlantı yöntemi imalat çiziminde belgelenmelidir. Bunlar yalnızca e-posta veya sözlü talimatlarda belirtilirse, sonuçta yanlış üretileceklerdir.
6) Uygulamaya Özgü Takviye Stratejileri
6.1 Tüketici Elektroniği (Akıllı Telefonlar, Giyilebilir Cihazlar)
Toplam yapı yüksekliği birincil kısıtlamadır. Minimum kalınlıkla maksimum rijitlik için paslanmaz çelik takviyeler (0.1–0.2 mm) kullanın. Takviye, lehimleme işleminden sonra uygulandığında PSA bağlantısı kabul edilebilir. ZIF konektör bölgeleri için, yüksek hacimli akıllı telefon üretiminde standart yaklaşım 0.15 mm paslanmaz çelik ile termoset yapıştırıcıdır.
6.2 Otomotiv Elektroniği
Termal döngü altında güvenilirlik (–40°C ila +125°C, binlerce döngü) en önemli gereksinimdir. CTE uyumluluğu için FR4 veya termoset yapıştırıcılı poliimid takviye elemanları tercih edilmelidir. Takviye elemanının yerleştirilmesi titreşim yüklerini dikkate almalıdır; ağır bağlantı elemanlarının altına destek eklenmeli ve yüksek titreşimli bölgeler için çift katmanlı takviye kullanılmalıdır. Tüm takviye elemanı özellikleri aşağıdakilere uygun olmalıdır: otomotiv PCB güvenilirlik standartları.
6.3 Tıbbi Cihazlar
Biyouyumluluk, izlenebilirlik ve güvenilirlik son derece önemlidir. FR4 veya poliimid takviye elemanları standarttır. Gerekli sertlikte paslanmaz çelik, tıbbi sınıf (tercihen 316L) olarak belirtilmesi koşuluyla kabul edilebilir. Her takviye elemanı malzemesinin izlenebilir parti dokümanı bulunmalıdır. Esnek devre düzeneği, IPC-A-610 Sınıf 3 işçilik standartlarını karşılamalıdır.
6.4 Endüstriyel ve Havacılık
Bu ortamlar titreşime, darbeye, neme ve kimyasal maruziyete karşı direnç gerektirir. Paslanmaz çelik takviye elemanları en sağlam mekanik desteği sağlar. Yüksek sıcaklıktaki endüstriyel uygulamalar için en az 200°C'ye dayanıklı termoset yapıştırıcı kullanın. Havacılık ve uzay uygulamaları için, tüm yapıştırıcı ve takviye elemanlarının ASTM E595'e göre gaz salınımı verilerine (TML <%1.0, CVCM <%0.1) sahip olduğundan emin olun.
7) Üretim Süreci: Takviye Elemanlarının Üretim Sırasında Nasıl Entegre Edildiği
7.1 İşlem Sırası
Tipik olarak esnek PCB üretimi İş akışında, takviye elemanları aşağıdaki aşamada entegre edilir:
- Esnek devre kartı imalatı tamamlandı (bakır kalıplama, kaplama laminasyonu, yüzey işlemesi).
- Elektriksel test (süreklilik, izolasyon) — takviye elemanı takılmadan önce, takviye elemanı malzemesi üzerinden test yapılmasını önlemek için gerçekleştirilir.
- Sertleştirici hazırlığı: Kenarlarını kesin (FR4/PI için CNC frezeleme; metaller için aşındırma, lazer veya damgalama), temizleyin, yapışkan film uygulayın.
- Takviye elemanının hizalanması ve yerleştirilmesi: Takım delikleri veya referans noktaları kullanılarak devre özelliklerine optik hizalama, ardından otomatik ekipman veya manuel fikstür ile yerleştirme.
- Yapıştırma: PSA — silindir veya pres yoluyla basınç uygulaması. Termoset — 150–180°C, 15–30 kg/cm², 30–60 dakika süreyle laminasyon presi.
- Yapıştırma sonrası kontrol: Takviye elemanının yerleştirme doğruluğunu (±0.15 mm) doğrulayın, yapıştırıcı taşmasını kontrol edin, takviye elemanının düzlüğünü teyit edin.
- Devam PCB Montajı (SMT, reflow, AOI)
7.2 Takviye Elemanının Entegrasyonu Sırasında Kalite Kontrolü
- Yerleştirme doğruluğu: Devre özelliklerine göre optik olarak ölçülür; tolerans dışı yerleştirme, konektör hizalamasını ve bileşenlerin eş düzlemliliğini etkiler.
- Yapışkan kaplama: Yapıştırma bölgesinde çapı 1.0 mm'den büyük boşluklar bulunmamalıdır (boşluklar yapıştırma kuvvetini azaltır ve nem girişine izin verir).
- Takviye elemanının düzlüğü: Herhangi bir 25 mm'lik açıklık boyunca maksimum 0.1 mm'lik eğrilme (bağlama işleminden sonra ölçülmüştür); eğrilmiş takviye elemanları SMT düzlemsellik arızalarına neden olur.
- Bağ kuvveti: IPC-TM-650, Yöntem 2.4.9'a (soyma testi) göre doğrulayın; malzeme ve yapıştırıcı türüne göre minimum kabul edilebilirlik.
8) Tasarım Paketinizde Takviye Elemanlarının Belirtilmesi
8.1 Gerekli Belgeler
Üreticinize esnek veya rijit-esnek PCB dosyaları gönderirken, hem imalat çiziminde (PDF) hem de Gerber veri setinde takviye elemanı özelliklerini belirtin. Özellikle:
- ☐ Takviye elemanının dış hatları, ayrı bir Gerber katmanı olarak (veya imalat çiziminde açıkça boyutlandırılmış olarak) gösterilmelidir.
- ☐ Her bir takviye elemanının malzemesi ve kalınlığı (örneğin, “FR4, 0.8 mm” veya “SUS 304, 0.2 mm”)
- ☐ Yerleştirme tarafı (üst, alt veya her ikisi)
- ☐ Bağlantı yöntemi (PSA, ısıyla sertleşen yapıştırıcı veya laminasyon sırasında entegre)
- ☐ Devre özelliklerine göre yerleştirme toleransları
- ☐ Fonksiyonel gereksinimler (termal iletkenlik, elektriksel topraklama, EMI koruması)
8.2 Takviye Elemanı Spesifikasyon Kontrol Listesi
Tasarım paketinizi göndermeden önce bu kontrol listesini kullanın:
- ☐ Takviye malzemesi, uygulama gereksinimlerine göre seçilir (sadece varsayılan FR4 değil).
- ☐ Kalınlık, yapıştırıcı tabakası dahil hesaplanmış ve gövde boşluğuna göre doğrulanmıştır.
- ☐ Takviye elemanlarının kenarları, bükülme bölgelerinden ≥1.5 mm boşluk bırakır.
- ☐ Takviye elemanı, bağlantı elemanı ayak izlerinin ≥1.0 mm ötesine uzanır.
- ☐ Sonraki montaj süreciyle uyumlu bağlantı yöntemi (PSA veya termoset)
- ☐ Gerber/imalat çiziminde takviye elemanının ana hatları yer almaktadır.
- ☐ Yapım yüksekliği doğrulandı: esnek kalınlık + yapıştırıcı + takviye elemanı + bileşen yüksekliği ≤ gövde boşluğu
Esnek PCB Projeniz İçin Fiyat Teklifi Alın
At Highleap ElektronikFR4, poliimid, paslanmaz çelik ve alüminyum takviye elemanları da dahil olmak üzere, PSA veya termoset yapıştırıcı ile yapıştırılmış entegre takviye elemanı hizmetleriyle esnek ve rijit-esnek PCB'ler üretiyoruz. Mühendislik ekibimiz, malzeme seçimi, kalınlık, yerleşim ve bağlantı yönteminin montaj süreciniz ve son kullanım ortamınız için optimize edildiğinden emin olmak için DFM sırasında her takviye elemanı spesifikasyonunu inceler. Prototip aşamasından seri üretime kadar destek sağlıyoruz. sert esnek PCB üretimi 20'den fazla katmana kadar kapasite. Detaylı fiyat teklifi ve mühendislik incelemesi için tasarım dosyalarınızla birlikte bizimle iletişime geçin.

İlgili Makaleler
Highleap Electronics'ten Özel Esnek PCB
Highleap Electronics olarak, müşterilerimizin özel ihtiyaçlarını karşılayan yüksek kaliteli, özel, esnek PCB'ler sunmaktan gurur duyuyoruz.

Esnek Baskılı Devreler (FPC) için PCB Tasarım Kılavuzu
Esnek baskılı devre kartları (FPC PCB) için bükülme alanları, bakır, takviye elemanları, kaplama, katmanlama, montaj ve üretilebilirlik konularını kapsayan pratik bir tasarım kılavuzu.
Flex PCBA Hizmetleri: Hafif, Dayanıklı ve Her Uygulamaya Hazır
Highleap, kompakt ve karmaşık cihazlar için hassasiyet, dayanıklılık ve kusursuz entegrasyon sağlayan uzman Flex PCB Montajı sunmaktadır.