
フレキシブルPCB製造プロセスガイド

フレキシブルPCBの製造プロセスは、薄いポリマーフィルムと銅箔を曲げられる回路へと変換し、スマートフォンや医療用インプラントから自動車センサーや航空宇宙システムまで、あらゆる機器に電力を供給します。リジッドFR4基板とは異なり、フレキシブル回路は特殊な材料、厳格なプロセス管理、そして慎重な取り扱いを必要とします。基板の状態、銅の接着、カバーレイの積層は、組立歩留まりと長期的な信頼性に直接影響を及ぼします。この記事では、片面、両面、多層FPCの完全な製造フロー、各工程における重要な品質ゲート、そして見積もり依頼の際に提供すべき情報について説明します。
目次
フレキシブルプリント基板は、3次元配線、リジッド基板に比べて最大70%の軽量化、そして動的曲げアプリケーションにおける信頼性の高い性能を実現します。しかし、これらの利点は製造の複雑さを伴います。 フレキシブルPCB製造プロセス 一貫した結果を得るには、ラミネーション、エッチング、メッキ、カバーレイの適用を正確に制御する必要があります。
このガイドでは、以下の製造ワークフロー全体を網羅しています。 フレキシブルPCB原材料の準備から最終的な電気テストまで、エンジニアや調達担当者が各段階で何が行われているか、要件を正しく指定する方法を理解できるように支援します。
1. フレキシブル PCB とは何ですか? 製造方法が異なるのはなぜですか?
フレキシブルPCB(FPC)は、ガラス繊維強化エポキシ樹脂ではなく、薄いポリマー基板(通常はポリイミド(PI)またはポリエステル(PET))を使用します。この根本的な材料の違いにより、標準的な基板には存在しない製造上の課題が生じます。 リジッドPCB:
- 寸法不安定性: フレキシブル基板は温度や湿度の変化に応じて膨張したり収縮したりするため、イメージングやラミネートの際により厳密な位置合わせ制御が必要になります。
- 取り扱い感度: 薄いフィルム(通常 12.5~50μm)は、しわ、折り目、汚染の影響を受けやすいため、製造全体にわたってクリーンルーム レベルの取り扱いが求められます。
- 接着の重要性: 銅、接着剤、基板、カバーレイ間の結合強度は、繰り返し曲げた場合の屈曲寿命と信頼性に直接影響します。
- 熱制約: 熱質量が低いということは、はんだ付け時の加熱が速くなることを意味しますが、プロセス温度の変化に対する感度も高くなります。
1.1 フレキシブルPCBの分類
IPC-6013 では、それぞれ異なる製造要件を持つ 4 つの主要なフレキシブル プリント基板の種類が定義されています。
| タイプ | 構築 | 主なプロセスの違い | 代表的なアプリケーション |
|---|---|---|---|
| 片面(タイプ1) | 1つの銅層、片面または両面をカバー | スルーホールめっきは不要 | LEDストリップ、キーボードメンブレン、シンプルなコネクタ |
| 両面(タイプ2) | PTH付き2つの銅層 | 掘削→めっき→画像化のシーケンスが必要 | スマートフォン、カメラ、センサー、ディスプレイ |
| 多層(タイプ3) | 3層以上の銅層 | 内層イメージング→ラミネーション→ドリリング→メッキ | HDIデバイス、複雑なセンサー、高密度相互接続 |
| リジッドフレックス(タイプ4) | 剛性部と屈曲部を積層 | 選択的フレックスウィンドウによる連続ラミネーション | 航空宇宙、医療インプラント、軍事システム |
層数が増えると、各追加層ごとに個別のイメージング、検査、およびラミネーション サイクルが必要になるため、製造の複雑さとコストが増加します。
2. フレキシブルPCB製造における主要材料
材料の選択は、柔軟性、熱性能、電気特性、そして製造歩留まりに直接影響します。これらの材料を理解することで、要件を正確に特定し、コスト要因を予測することができます。
2.1 基板材料
ポリイミド(PI) 次のような優れた特性の組み合わせにより、フレキシブル PCB 市場を支配しています。
- 動作温度範囲: -269°C ~ +400°C (短期)
- 連続使用温度: -200°C ~ +260°C
- 引張強度: 230~350 MPa
- 誘電率: 1 MHzで3.4~3.5
- 優れた耐薬品性および耐放射線性
一般的なPI材料としては、デュポン社のカプトン(HN、EN、FNシリーズ)、宇部興産社のユーピレックス(S、SGAタイプ)、SKCコーロン社のPIフィルムなどが挙げられます。標準厚さは12.5μm、25μm、50μm、75μmです。
ポリエステル(PET) 要求の厳しくない用途では、PETはコスト効率の高い代替材料として適しており、ポリイミドよりも約40~60%低コストです。しかし、PETは連続動作温度が105℃未満に制限されており、標準的な鉛フリーリフロープロファイルに耐えられないため、低温組み立てや部品があらかじめ取り付けられている用途に限定されます。
液晶ポリマー (LCP) 採用が拡大している 高周波アプリケーション 超低誘電率(2.9~3.1)および低誘電正接(10GHzで0.002未満)、最小限の吸湿性(0.02%未満)、ミリ波周波数まで安定した電気性能を備えています。
2.2 銅箔の種類
銅の種類の選択はフレックス性能に大きく影響します。
| 銅タイプ | 粒子構造 | 柔軟性 | 最適なアプリケーション |
|---|---|---|---|
| 圧延焼鈍(RA) | 細長い、水平 | 優れた耐屈曲性 - 100,000万回以上の屈曲サイクルに耐える | ダイナミックフレックス(ヒンジ、スライド機構) |
| 電着(ED) | 柱状、垂直 | 低い - 限られたフレックスサイクルに適しています | 静的フレックス(曲げて取り付け) |
標準的な銅の厚さは 12μm (⅓ オンス) ~ 70μm (2 オンス) の範囲ですが、フレキシブル アプリケーションでは 18μm (½ オンス) と 35μm (1 オンス) が最も一般的です。
2.3 カバーレイと接着剤
カバーレイ 回路パターンを保護する粘着剤付きプリフォームポリイミドフィルムです。リジッド基板のソルダーマスクと同等の機能を持ちながら、柔軟性を重視して設計されています。標準的なカバーレイ構造は、12.5~25μmのPIフィルムと15~25μmの粘着剤を組み合わせたものです。
接着システム 2つのカテゴリーに分類されます。
- アクリル系接着剤: 優れた柔軟性、低コスト、ほとんどのアプリケーションに適しています
- エポキシ接着剤: 耐熱性、耐薬品性の向上
接着剤不要(2層)FCCL 蒸着またはキャストポリイミドプロセスにより銅とポリイミドを直接接合し、接着層を完全に排除します。この構造により、薄型化、柔軟性の向上、寸法安定性の向上、そして優れた高温性能が得られますが、材料コストは高くなります。

3. 片面フレキシブルPCBの製造プロセス
片面FPCは、最もシンプルでコスト効率の高いフレキシブル回路構造です。銅箔層が1層のみで、めっきスルーホールがないため、精密なイメージング、クリーンなエッチング、そして適切なカバーレイラミネーションに重点が置かれています。
3.1 完全なプロセスフロー
材料切断 → ベーキング → ドリリング(NPTH) → ドライフィルムラミネーション → 露光 → 現像 → エッチング → 剥離 → 表面処理 → カバーレイラミネーション → 硬化 → 表面仕上げ → シルクスクリーン → プロファイリング → 電気試験 → FQC → 梱包
3.2 ステップごとのプロセスの詳細
ステップ1:材料の切断
フレキシブル銅張積層板(FCCL)は、通常250~500mm幅のロール状で供給されます。生産計画では、シート状に切断して加工する前に、パネルサイズを最適化し、材料利用率を最大限に高めます。バリを最小限に抑えた精密切断により、下流での取り扱いにおける問題を防ぎます。
ステップ2:ベーキング(下準備)
切断された材料は、吸収された水分を除去するため、120~150℃で1~4時間焼成されます。この重要な工程により、その後の高温工程における層間剥離、気泡、寸法安定性が防止されます。加工前に水分含有量を0.1%未満に低減する必要があります。
ステップ3:ドリル加工(非メッキスルーホール)
片面FPCの場合、ドリル加工ではツール穴、位置決め機能、および設計で指定されたメッキされていない機械穴のみを作成します。フレキシブル基板は、ドリル加工精度を確保するために、剛性のあるバックアップ材(アルミニウムまたはフェノール樹脂シート)で支えられます。100μm未満のマイクロビアには、レーザードリル加工が使用される場合があります。
ステップ4:ドライフィルムラミネート
感光性ドライフィルムレジストは、100~120℃の加熱ローラーを用いて、洗浄された銅表面にラミネートされます。適切なラミネートパラメータにより、気泡やシワなどの画像欠陥を生じさせることなく、完全な接着が保証されます。
ステップ 5: 露出
UV光(通常350~450nmの波長)は、フォトマスク上の回路パターンをドライフィルムレジストに転写します。コリメート光源と真空接触により、鮮明なパターンが確保されます。露光エネルギーは、微細なパターンを劣化させる過剰な露光を起こさずに、完全な光重合反応を達成するために調整されています。
ステップ 6: 開発する
露光されたパネルは現像液(通常、28~32℃で0.8~1.2%の炭酸ナトリウム)を通過します。これにより、未露光のドライフィルムが溶解・除去され、エッチング対象となる銅領域が露出します。現像時間とスプレー圧力を制御することで、重合レジストを侵すことなく、きれいなパターン定義が得られます。
ステップ7:エッチング
化学エッチングは、塩化第二銅(酸性)またはアンモニア性エッチング液(アルカリ性)を用いて露出した銅を除去します。エッチング液の濃度、温度(通常48~52℃)、スプレー圧力、コンベア速度といったプロセスパラメータを精密に制御することで、アンダーカットを最小限に抑えながら目標の配線幅を実現します。
ステップ8:剥離
残ったドライフィルムレジストは、45~55℃の2~4%水酸化ナトリウム溶液を使用して化学的に剥離され、後続の処理のためにきれいな銅回路パターンが露出されます。
ステップ9:表面処理(カバーレイ前)
銅表面は洗浄とマイクロエッチングにより酸化物を除去し、制御された表面粗さ(通常1.5~3.0μm Ra)を実現することで、カバーレイとの密着性を高めます。この工程は長期的な信頼性にとって非常に重要です。
ステップ10:カバーレイの準備とラミネート
カバーレイ材料は、設計に基づき、パッド、テストポイント、および部品配置用の開口部が精密にカット(レーザーカット、ダイパンチング、またはCNCルーティング)されます。準備されたカバーレイは、光学式レジストレーションシステムを用いて回路に正確に位置合わせされ、加熱(160~180℃)と圧力(15~25 kg/cm²)をかけながら30~60分間ラミネートされます。
ステップ 11: 硬化
ラミネート後の焼成は150~170℃で1~2時間行い、接着剤を完全に硬化させることで接着強度と長期的な信頼性を最大限に高めます。適切な硬化により、その後の熱サイクルにおける剥離を防止します。
ステップ12:表面仕上げ
露出した銅パッドには保護表面仕上げが施されています。
- ENIG (無電解ニッケル浸漬金): 3~6μm Ni + 0.05~0.15μm Au - 優れたはんだ付け性、平坦な表面、長い保存寿命
- 浸漬錫: 0.8~1.2μm Sn - はんだ付け性良好、低コスト、保存期間限定
- イマージョンシルバー: 0.15~0.4μm Ag—優れた高周波性能
- OSP: 0.2~0.5μmの有機コーティング - コストが最も低く、保存期間が最も短い
ステップ13: シルクスクリーン印刷
部品の識別情報、極性マーク、および識別情報は、曲げても割れない柔軟なインク(通常はエポキシ系)を使用して印刷されます。120~150℃で15~30分間硬化させます。
ステップ14:プロファイリング(個別化)
個々の回路は、以下の方法で生産パネルから切り出されます。
- レーザー切断: 最高精度(±50μm)、最小限のストレス、複雑なアウトラインに最適
- 型抜き: 大量生産には最速だが、ツール投資が必要
- CNCルーティング: 柔軟性があり、工具は不要、速度は中程度
ステップ15:電気テスト
フライングプローブテスターまたは専用テストフィクスチャを用いて、すべての回路に対して導通および絶縁試験を実施しています。出荷前に、断線、短絡、接続不良などを特定しています。
ステップ 16: 最終的な品質管理
IPC-6013 および IPC-A-600 規格に準拠した目視検査および寸法検査により、次のことが検証されます。
- トレース幅、間隔、エッジの定義
- カバーレイの位置合わせと接着
- 表面仕上げの品質とカバー範囲
- 全体の寸法公差
- 欠陥(傷、汚染、剥離)がないこと
ステップ17:パッケージング
承認された回路は、乾燥剤と湿度インジケータカードが入った帯電防止袋に梱包され、密封されて出荷されます。輸送中の機械的損傷からフレキシブル回路を保護するための梱包設計となっています。
4. 両面フレキシブルPCBの製造プロセス
両面FPCは、両面を電気的に接続する2層目の銅箔とめっきスルーホール(PTH)を追加します。これにより配線密度は向上しますが、プロセスフローが大きく変わります。外層イメージングの前に、ドリル加工とめっき加工を行う必要があるためです。
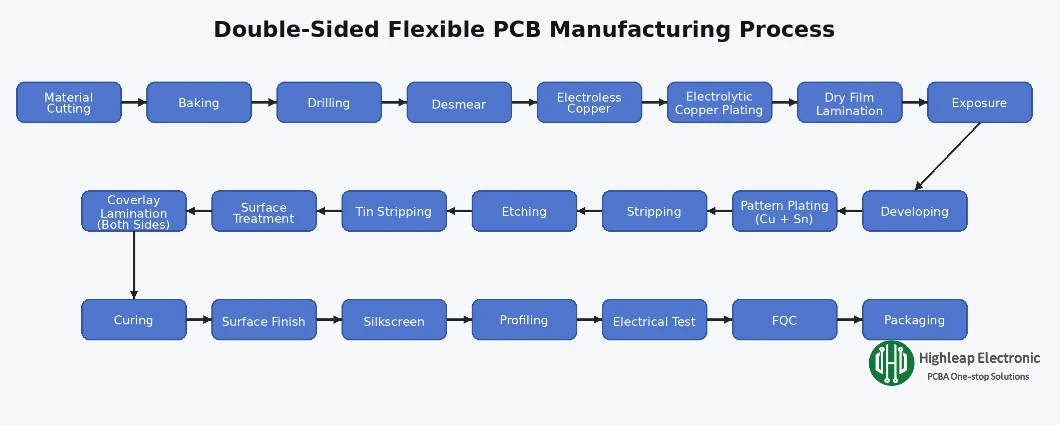
4.1 完全なプロセスフロー
材料切断 → ベーキング → ドリリング → デスミア → 無電解銅 → 電解銅めっき → ドライフィルムラミネーション → 露光 → 現像 → パターンめっき(Cu + Sn) → 剥離 → エッチング → 錫剥離 → 表面処理 → カバーレイラミネーション(両面) → 硬化 → 表面仕上げ → シルクスクリーン → プロファイリング → 電気試験 → FQC → 梱包
4.2 片面印刷との主なプロセスの違い
PTHの掘削:
両面FPCでは、2つの銅層を電気的に接続するためにめっきスルーホールが必要です。穴あけはFCCLスタック全体(上層銅+接着剤+PI+接着剤+下層銅)を通して行われます。標準的な用途では、穴径は通常0.2~0.5mmですが、レーザードリル加工を使用すればマイクロビアは0.1mmまで小さくなります。
デスミア:
ドリル加工により穴壁に樹脂スミアが発生しますが、これはめっき前に除去する必要があります。化学デスミア(過マンガン酸カリウム)またはプラズマ処理により樹脂をエッチングバックし、きれいな銅を露出させることで、信頼性の高いめっき密着性を実現します。この工程は非常に重要です。デスミアが不十分だと、めっきボイドが発生し、層間接続が不良になります。
無電解銅めっき:
自己触媒めっきにより、薄い銅シード層(通常0.3~0.8μm)が穴壁および表面に化学的に堆積されます。これにより、後続の電解めっきのための最初の導電経路が形成されます。無電解銅めっきプロセスは、触媒活性化(パラジウムベース)、加速、および銅堆積のステップで構成されます。
電解銅めっき:
電解めっきは、設計要件(十分な信頼性を確保するために、通常は穴部で20~25μm)に合わせて銅の厚さを成膜します。垂直連続めっき(VCP)ラインは、パネル全体にわたって均一な電流分布と均一なめっき厚を実現します。
パターンめっきプロセス:
銅めっき後、ドライフィルムを塗布し、回路パターン部分のみを露出させるように画像形成します。さらに銅めっきを施して配線の厚みを増し、続いてスズめっきまたはスズ鉛めっきを施してエッチングレジストとして機能します。ドライフィルムを剥離した後、不要な銅をエッチングで除去し、スズが回路パターンを保護します。最後にスズを剥離して、完成した銅配線を露出させます。
両面カバーレイ:
両面の回路を保護するため、上面と下面の両方にカバーレイラミネーションが必要です。カバーレイの開口部と両面のパッドの位置合わせは、厳密に管理する必要があります。
5. 多層フレキシブルPCB製造プロセス
多層FPCは3層以上の導電層で構成されており、配線密度を高め、より複雑な設計を可能にします。製造上の重要な違いは、内層を積層前に個別に製造・検査する必要があり、スルーホールの穴あけ加工が必要となることです。 After 層が結合されます。
5.1 完全なプロセスフロー
内層処理:
材料切断 → ベーキング → ドライフィルムラミネート → 露光 → 現像 → エッチング → 剥離 → AOI検査 → 表面処理(ブラウンオキサイド)
ラミネーション:
層合わせ→レイアップ→ホットプレスラミネーション→ラミネーション後硬化
外層処理:
ドリリング(PTH)→デスミア→無電解銅めっき→電解銅めっき→外層イメージング→パターンめっき→エッチング→カバーレイ積層→表面仕上げ→シルクスクリーン→プロファイリング→電気試験→FQC→パッケージング
5.2 重要な内部層ステップ
内層イメージングとエッチング:
各内層は、片面FPCと同様にドライフィルムラミネーション、露光、現像、エッチング、剥離という工程を経て製造されます。重要な違いは、ラミネーション前に内層に100%の欠陥が存在しないことが必須である点です。ラミネートスタック内部に欠陥がある場合、断線やショートは修復できません。
AOI検査:
自動光学検査装置がすべての内層をスキャンし、断線、ショート、配線幅違反などの欠陥を積層前に検出します。この段階で欠陥のあるパネルは排除されるため、修復不可能な基板に材料と処理時間を無駄にすることを防ぎます。
表面処理(茶褐色/黒色酸化物):
内層の銅表面には酸化処理が施され、微細な凹凸のある酸化銅表面が形成され、ボンドプライ接着剤との密着性が向上します。この工程は極めて重要で、酸化処理が不十分だと熱応力や屈曲サイクルによる剥離が発生します。
5.3 ラミネート工程
レイヤーの配置:
内層、ボンドプライ(接着シート)、および外層銅箔は、レジストレーションピンまたは光学式アライメントシステムを用いて精密に位置合わせされます。標準的な位置合わせ公差は±75μm以内であり、位置ずれは層間のショートやビアへの接続不良の原因となります。
レイアップとホットプレス:
整列させた積層体をラミネーションプレスに投入し、制御された温度(通常ピーク180~200℃)、圧力(15~25 kg/cm²)、および時間プロファイルの下で接着します。ボンドプライ接着剤は流動し、隙間を埋め、硬化することで一体化した多層構造を形成します。
ラミネート後処理:
積層後、すべての層を接続するためにスルーホールをドリルで穴あけします。その後の工程は両面FPCのフローに従い、デスミア、無電解銅めっき、電解めっき、外層イメージング、そして最終テストまでの残りの工程となります。
5.4 複雑な構造のための連続積層
『Brooklyn Galaxy』のために、倪氏はブルックリン美術館のコレクションからXNUMX点の名品を選び、そのイメージを極めて詳細に描き込みました。これらの作品は、彼の作品とともに中国ギャラリーに展示されています。彼はXNUMX年にこの作品の制作を開始しましたが、最初の硬貨には、当館が所蔵する 多層設計 ブラインドビアまたは埋め込みビアが必要な場合は、順次積層が必要です。
- 埋め込みビア: 最終積層の前に加工および穴あけ加工された内側の層のみを接続
- ブラインド ビア: 外層を内層に接続します。制御された深さまたはレーザードリリングを使用して積層後に穴あけします。
各連続ラミネーション サイクルによりコストとリード タイムが増加しますが、標準的なスルーホール構造では不可能な高密度相互接続が可能になります。
6. 品質管理と業界標準
フレキシブルPCBの製造には、薄くて柔軟な素材がリジッド基板よりも製造工程のばらつきの影響を受けやすいため、体系的な品質管理が必要です。製造工程全体にわたって複数の検査ゲートを設け、コスト増加につながる前に欠陥を検出します。
6.1 主な検査ポイント
| プロセス段階 | 検査方法 | 検出された欠陥 |
|---|---|---|
| 入ってくる材料 | 視覚的な厚さ測定 | 材料の欠陥、仕様の誤り |
| エッチング後(内側/外側) | AOI | オープン、ショート、トレース幅違反 |
| ラミネート後 | X線、断面(サンプル) | 層ずれ、空隙、剥離 |
| めっき後 | 厚さ測定、断面 | めっき不足、穴の空洞 |
| カバーレイ後 | 目視、剥離強度試験(サンプル) | 位置ずれ、気泡、接着不足 |
| 終 | 電気試験、目視検査 | オープン、ショート、外観上の欠陥 |
6.2 適用可能なIPC規格
- IPC-6013: フレキシブル/リジッドフレックスプリント基板の認定および性能仕様 - 信頼性要件が高まるクラス1、2、3を定義します。
- IPC-2223: フレキシブルプリント基板のセクション設計標準 - 曲げ半径、トレース配線、材料選択などの設計ガイドライン
- IPC-A-600: プリント基板の許容性 - フレックスを含むすべてのPCBタイプの目視検査基準
- IPC-4202/4203/4204: フレキシブル基材、カバーレイ、FCCLの材料仕様
- IPC-TM-650: 曲げ試験や接着試験を含むフレックス特有の要件に対する試験方法
6.3 IPCクラスの選択
| IPCクラス | 用途 | 典型的な使用 |
|---|---|---|
| クラス1 | 一般的な電気製品 | 消費者向けデバイス、玩具、基本的な電子機器 |
| クラス2 | 専用サービス電子機器 | 産業機器、通信、自動車 |
| クラス3 | 高信頼性エレクトロニクス | 医療インプラント、航空宇宙、軍事 |
7. 製造性に関する設計上の考慮事項
開発プロセスの初期段階で行われる設計上の決定は、製造歩留まり、コスト、信頼性に直接影響します。DFMガイドラインに従うことで、コストのかかる再設計や生産遅延を回避できます。
7.1 曲げ半径ガイドライン
IPC-2223 によれば、最小曲げ半径はアプリケーションの種類によって異なります。
- ダイナミックフレックス(繰り返し曲げ): 最小曲げ半径 ≥ 10× ボード総厚
- 静的フレックス(曲げて取り付け): 最小曲げ半径 ≥ 6× ボード総厚
厚さ 0.15 mm の片面 FPC の場合、動的アプリケーションでは最小半径 1.5 mm、静的設置では 0.9 mm を意味します。
7.2 フレックスエリアでのトレース配線
- 可能であれば、曲げ軸に対して垂直にトレースを配線する
- 曲線トレースを使用する - フレックスゾーンでは90°の角度を避ける
- 曲げ部分にビア、パッド、メッキ穴を配置しないでください。
- 両面フレックスの反対側のトレースをずらして配置(Iビーム効果)し、応力集中を軽減します。
- 柔軟性を向上させるために、フレックス領域ではソリッド銅箔の代わりにハッチングポリゴンを使用します。
7.3 銅の重量選択
銅を薄くすると柔軟性は向上しますが、電流容量は低下します。以下の要素のバランスをとってください。
- 12μm(⅓オンス): 最大限の柔軟性、細い配線、低電流
- 18μm(1/2オンス): 優れた柔軟性、中程度の電流 - 最も一般的な選択肢
- 35μm(1オンス): 標準電流容量、柔軟性の低下
- 70μm(2オンス): 高電流、柔軟性が限られているため、通常は硬い領域でのみ使用されます。
7.4 補強材の適用
補強材は、指定された領域でのコンポーネントの取り付けまたはコネクタの挿入に対する機械的なサポートを提供します。
- FR-4: コスト効率が高く、ZIFコネクタ領域で一般的(厚さ0.2~1.6mm)
- ポリイミド: より薄いプロファイル、より優れた熱整合 - 厚さ0.075~0.225mm
- ステンレス鋼: EMIシールド+補強材の組み合わせ(厚さ0.1~0.3mm)
- アルミニウム: 放熱+補強 厚さ0.5~2.0mm
8. HighleapのフレキシブルPCB製造サービス
Highleap Electronicsは完全な 柔軟なPCB製造 プロトタイプから量産まで、すべての FPC タイプにわたって一貫した品質を実現するプロセス制御が設計されています。
- 能力範囲: 片面、両面、最大 10 層の多層 FPC。 リジッドフレックス構造 複合アプリケーション向け
- ファインライン機能: 高密度設計のための最小トレース/スペース50μm/50μm
- 素材のオプション: ポリイミド(標準および高性能グレード)、RF用途向けLCP、接着剤付きおよび接着剤なしのFCCL
- 表面仕上げオプション: アプリケーション要件に応じたENIG、浸漬錫、浸漬銀、OSP
- 補強材の取り付け: FR-4、PI、ステンレス鋼、精密配置のアルミニウム
- アセンブリ統合: ターンキー FPCアセンブリ SMT配置と機能テストを含む
8.1 見積依頼書に含めるべき内容
迅速かつ正確な見積もりのために、以下をご提供ください。
- Gerberファイル(RS-274X形式)またはODB++データ
- 寸法、公差、層構成を含む製造図面
- 材質仕様(PIタイプ、銅重量、粘着剤の有無)
- 表面仕上げ要件
- 必要に応じて補強材の詳細(材質、厚さ、位置)
- 数量(試作品および生産量の見積もり)
- IPC クラス要件 (クラス 1、2、または 3)
- 特別なテストや文書化の要件
弊社のエンジニアリング チームが提出内容を確認し、価格、リード タイム、DFM の推奨事項を返信して、プロジェクトが順調に進むようサポートします。

サブリナはPCB業界で18年以上の経験を持ち、CAMエンジニアリングとPCBファイルレビューの分野で豊富な経験を持っています。製造性とプロセス信頼性を重視し、試作から量産までPCBプロジェクトをサポートしています。
彼女の仕事は、エンジニアリング チームが製造リスクを軽減し、安定した高品質の PCB 製造結果を達成するのに役立っています。

おすすめの投稿

高速トリガーキーボードのPCB製造およびPCBA
目次:ラピッドトリガーPCBAの購入と性能...

QMK/VIAキーボード基板の製造および組立
目次 QMK/VIAキーボード基板の購入...

Taconic RF-30 アンテナおよび低PIM基板向けPCBメーカー
目次RF-30および現行RF-30Aの特性...
タコニックTLY基板の価格とPCBAの見積もり
目次TLY-3、TLY-5、TLY-5Zの価格関連情報...
PCBの見積りを取得する方法
弊社が DFM/DFA 分析を実行し、レポートをお送りします。
当社のウェブサイトを通じてファイルを安全にアップロードできます。
見積もりを提供するには、以下の情報が必要です。
-
- Gerber、ODB++、または .pcb 仕様。
- 組み立てが必要な場合のBOMリスト
- 数量
- ターンタイム
PCB 製造に加えて、PCB 設計、PCBA (プリント回路基板アセンブリ)、ターンキー ソリューションなど、包括的な電子サービスも提供しています。試作、設計検証、コンポーネント調達、大量生産など、どのような支援が必要であっても、プロジェクトの成功を確実にするためにエンドツーエンドのサポートを提供します。PCBA サービスについては、BOM (部品表) と特定のアセンブリ手順をご提供ください。また、製造性とアセンブリのために設計を最適化する DFM/DFA 分析も提供しており、スムーズな生産プロセスを実現します。