
Технологический процесс производства печатных плат FR408HR и надежность многослойных конструкций.

Надежность многослойной структуры FR408HR обеспечивается полным циклом изготовления. Взаимодействуют такие факторы, как идентичность материала, перемещение внутренних слоев, баланс меди, потребность в смоле, ламинирование, сверление, подготовка стенок отверстий, осаждение меди, операции с контролируемой глубиной, контроль качества и управление изменениями. Высокоэффективный ламинат не может компенсировать плохо определенную структуру слоев или неконтролируемый процесс межсоединений.
В данном руководстве описаны этапы производства, влияющие на надежность многослойного материала FR408HR, начиная от подготовки материала и обработки внутреннего слоя и заканчивая ламинированием, сверлением, нанесением покрытий, контролем качества и контролем повторного производства.
Перед выпуском убедитесь, что утвержденная структура слоев, требования к импедансу, перечень материалов, структура отверстий и план контроля соответствуют предполагаемому технологическому процессу изготовления.
Почему для FR408HR требуется контролируемая обработка печатных плат?
FR408HR можно обрабатывать с использованием существующих методов многослойных печатных плат, но технологическая схема должна разрабатываться с учетом фактической конструкции. Тепловые характеристики, текучесть смолы, история влажности, изменение размеров, распределение меди, архитектура отверстий и многократное воздействие тепла определяют надежность готовой платы.
Поведение материалов, имеющее значение для изготовления
На процесс производства меньше влияет маркетинговая маркировка «высокоэффективный FR-4», чем специфические свойства материала. Компания Isola описывает FR408HR как совместимый с технологическим процессом FR-4, но в ее руководстве по обработке также указано, что рекомендации поставщиков являются отправными точками, которые каждый производитель должен скорректировать и проверить на своем собственном оборудовании и при проектировании печатных плат.
Тепловая система
Высокая температура стеклования (Tg) и температура плавления (Td) 360°C обеспечивают запас материала, в то время как профиль прессования должен обеспечивать полное отверждение без недостатка смолы, чрезмерной текучести, потери точности совмещения или задержки летучих веществ.
подготовка облигаций
В руководстве для поставщиков рекомендуется обработка альтернативными оксидами для бессвинцовых конструкций и подчеркивается необходимость просушивания обработанных внутренних слоев перед укладкой.
Поведение при бурении
Использование инструментов с высокой спиралью или подрезкой, меньшая нагрузка на стружку по сравнению с традиционными начальными точками FR-4, контролируемое количество попаданий и консервативные настройки для толстых или тяжелых медных панелей улучшают качество отверстий.
Ответ на критику
Смола может быть удалена химическим путем или обработана плазмой, но результат зависит от времени выдержки, переноса через отверстие, химического состава, толщины панели и перемешивания.
Пространственное движение
Конструкция, распределение меди, направление зерен, конструкция кромки и цикл ламинирования влияют на образование окалины. Историю процесса необходимо рассматривать отдельно от конструкции, а не сводить к одному универсальному компенсационному фактору.
Контроль влажности
Хранение препрега, сушка обработанного сердечника, сушка готовой платы при необходимости, влагозащитная упаковка, осушитель и регулярная герметизация обеспечивают необходимый запас прочности при последующей пайке.
Классифицируйте конструкцию перед выбором маршрута.
| Тип сборки | Преобладающие риски | Акцент обзора |
|---|---|---|
| Обычная 6–10-слойная печатная плата | Импеданс, баланс меди, толщина, базовая надежность сквозных отверстий и сборка. | Складирование производственных процессов, распределение плоскостей, готовая медь, образцы и панельная обработка. |
| Толстый промышленный многослойный | Соотношение сторон сверла, распределение покрытия, отверстия, запрессованные в отверстие, деформация и термические циклы. | Архитектура отверстия, консервативный маршрут бурения, микрорез, данные о покрытии и тепловая масса сборки. |
| Сигнальная плата с большим количеством слоев | Накопление регистрационных данных, тонкие диэлектрики, тонкие линии, потери, обратное сверление и плотное расположение переходных отверстий. | Характеристика размеров, модель импеданса/потерь, контроль переходных отверстий и выход годных панелей. |
| Последовательное ламинирование HDI | Влажность в узлах сборки, многократные циклы прессования, захват микропереходных отверстий, напряжение в многослойных переходных отверстиях и совмещение. | Пошаговое проектирование, контроль процесса термообработки, заполнение переходных отверстий, балансировка меди и тестирование надежности. |
| Гибридный многослойный материал | Смешанный коэффициент теплового расширения, смешанный поток, совместимость связей, различные значения Dk/Df и источники поставок. | Квалификация интерфейса материалов, схема ламинирования, электрическая модель и управление изменениями. |
Такая классификация помогает избежать излишней сложности. Обычную 10-слойную плату не следует принудительно оформлять в виде HDI-развертки только потому, что завод предлагает такой вариант, а плотную BGA-конструкцию не следует рассматривать как обычную схему со сквозными выводами просто для снижения заявленной цены.
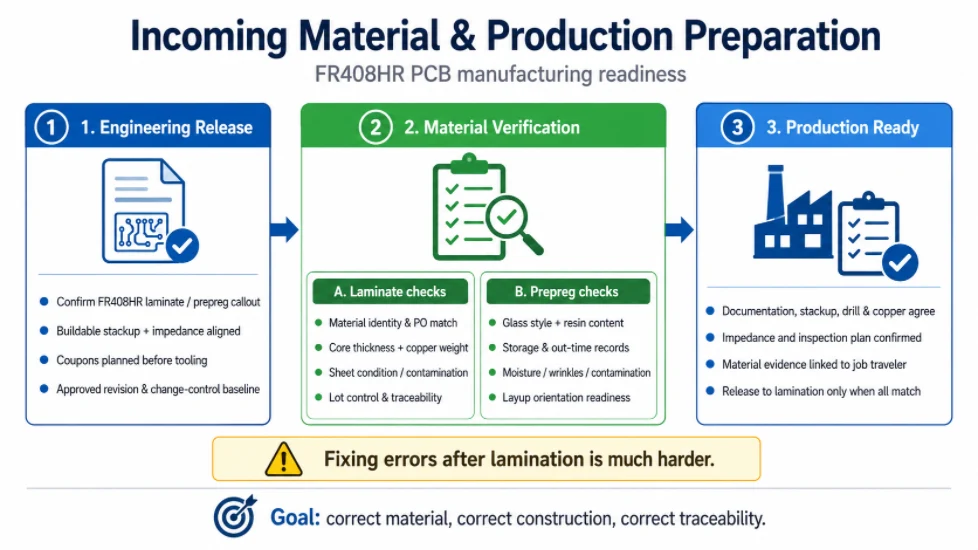
Входящие материалы и подготовка производства
Производство не должно начинаться до тех пор, пока не будут согласованы выпущенная документация, точная конструкция из материалов, условия хранения, идентификация партии, плотность упаковки, содержание меди, данные бурения, требования к импедансу и план контроля. Ошибки на этом этапе становится все сложнее исправить после ламинирования.
Разрешение на использование материалов, предоставленное инженерами, до начала резки.
Процесс начинается еще до того, как первая панель поступит в производство. Специалисты по автоматизированному проектированию и технологическому проектированию должны согласовать данные заказчика с имеющимися конструкциями из стали FR408HR и утвержденным заводом маршрутом производства.
Устранить проблему с указанием материала.
На чертеже должны быть указаны характеристики ламината и препрега Isola FR408HR или утвержденные эквиваленты. В выпущенной производственной документации также должно быть указано, распространяется ли данное требование на каждый диэлектрический слой, допускается ли гибридная конструкция и требуется ли документация на материалы при отгрузке.
Преобразуйте проектную структуру в пригодную для строительства конструкцию.
Номинальная толщина диэлектрика, полученная с помощью инструмента EDA, не позволяет напрямую определить тип сердечника и препрега, которые будут закуплены. Производитель выбирает доступные типы стекловолокна, содержание смолы, вес меди и номинальную конструкцию, а затем прогнозирует толщину прессованного слоя, учитывая рисунок меди и потребность в смоле. Разработка конструкций с контролируемым импедансом не должна начинаться до тех пор, пока не будут согласованы параметры изготовления и таблица импедансов.
Определите купоны и подтверждающие документы на этапе планирования работы панели.
Образцы для измерения импеданса, образцы для микросрезов, образцы для гальванического покрытия, образцы для определения паяемости и тестовые структуры, разработанные по индивидуальному заказу, занимают место на панели. Их необходимо планировать до начала изготовления оснастки. Добавление их после оптимизации панели может повлиять на выход годной продукции, стоимость или сроки поставки.
Определите базовый уровень контроля изменений.
В выпущенной редакции должны быть указаны утвержденный набор инженерных данных, материалы, структура и план контроля. Любые последующие изменения в конструкции, медной фольге, отделке поверхности или технологическом процессе должны оцениваться относительно этого базового варианта.
FR408HR Проверка материалов, хранение и отслеживаемость
Входящий контроль предотвращает изготовление правильного чертежа из неправильного материала. Проверка может включать в себя: этикетку поставщика, семейство материалов, толщину сердечника, вес меди, тип препрега из стекловолокна, содержание смолы, состояние листа или рулона, условия хранения и требования к сертификатам заказчика.
Ламинированные чеки
- Подтвердите идентичность материала и соответствие заказу на покупку.
- Проверьте толщину сердечника и медной фольги, сравнив их с толщиной слоя фольги на направляющей.
- Проверьте состояние листа, наличие повреждений кромок, загрязнений, окисления и следов от использования.
- Поддерживайте контроль ориентации или направления зерна, если этого требует технологический план.
- Разделите товары, принадлежащие клиентам, находящиеся под контролем партии или соответствующие определенным квалификационным требованиям.
проверки на препрег
- Вместо того чтобы полагаться только на общую номинальную толщину, необходимо подтвердить тип стекла и состав смолы.
- Проверьте записи о хранении и сроках сдачи продукции в соответствии с требованиями поставщика и завода.
- Защищайте препрег от влаги, загрязнений, складок и воздействия неконтролируемых условий окружающей среды.
- Определите, повлияет ли оснастка или подготовка вырезанных панелей на ориентацию слоев.
Приемка материалов должна быть оформлена таким образом, чтобы ее можно было использовать в производстве. Сертификата, поданного в отдел закупок, недостаточно, если оператор по укладке материалов не может связать его с технологической картой.
Внутреннее изображение, травление и подготовка к склеиванию
При проектировании геометрии внутренних слоев необходимо учитывать процессы травления, распределения меди и смещения ламината. Автоматический оптический контроль, обработка склеиваемых участков и удаление влаги защищают многослойную книгу от дефектов, которые станут недоступными после прессования.
Визуализация, травление и компенсация размеров
Внутренние слои FR408HR, как правило, совместимы с общепринятыми методами водной визуализации и распространенными травителями меди. Более сложной проблемой является изменение размеров. Тонкие сердечники, несбалансированные медные узоры, ориентация стекла, границы панелей и выбранный цикл ламинирования могут вызывать различные смещения в направлениях деформации и заполнения.
Начните с анализа истории процесса, затем проведите измерения непосредственно на панели.
Таблицы компенсаций поставщика могут служить отправной точкой, но завод должен охарактеризовать движение на собственном оборудовании. Измерения при первом запуске особенно важны, когда конструкция, толщина сердечника, рисунок медного покрытия или цикл прессования являются новыми. Цель состоит в том, чтобы после ламинирования просверленные отверстия и изображения внешнего слоя располагались поверх внутренних контактных площадок, а не просто соответствовали размерам макета до ламинирования.
Остаток меди влияет как на травление, так и на последующее ламинирование.
Большие площади плоскостей, изолированные медные островки, плотные сигнальные области и широкие окна без меди создают неравномерный спрос на смолу и напряжение. CAM может добавить эффект «воровства», изменить границы панели или рекомендовать изменения компоновки за пределами функциональной схемы. Любое изменение, затрагивающее контролируемое сопротивление, расстояние между высоковольтными проводниками или заданные заказчиком зоны ограничения, должно быть одобрено.
Внутренний слой AOI является первым ограничительным затвором.
Автоматизированная оптическая инспекция должна выявлять обрывы, короткие замыкания, зазубрины, выступы, проблемы с зазорами и дефекты изображения до того, как слои станут недоступны. Правила ремонта должны определяться применимым классом и спецификацией заказчика.
Улучшение сцепления и удаление влаги
Внутренняя медная поверхность должна иметь контролируемую текстуру и химический состав для обеспечения адгезии между слоями. Для многослойных бессвинцовых покрытий обычно используются альтернативные оксидные обработки. Процесс должен обеспечивать однородную поверхность без образования влаги, которая препятствует отверждению препрега.
Внутренние слои предварительно обработаны сухим способом перед укладкой.
В руководстве по обработке Isola особое внимание уделяется сушке после обработки, замещающей оксиды, и указывается, что поставщик рекомендует начинать сушку слоев, предназначенных для использования с бессвинцовым литьем, в течение 120 минут при температуре 110°C или выше. Завод должен проверить загрузку сушилки, расположение стеллажей, расстояние между панелями, равномерность температуры, время переноса и влажность. Важным результатом является сухой сердечник перед укладкой, а не слепое соответствие заданному значению.
Влажные сердечники могут повредить процесс отверждения и ухудшить долговременные эксплуатационные характеристики.
Влага может препятствовать отверждению смолы, снижать эффективность стеклования, способствовать образованию пустот или расслоению, а также уменьшать запас прочности при сборке. Слои следует защищать от повторного впитывания между сушкой и укладкой.
Необходимо подтвердить совместимость между адгезивом и средством для обработки.
Восстановленный черный оксид, заменители оксидов и адгезионные промоторы ведут себя по-разному с различными системами смол. Процесс должен быть проверен на прочность на отслаивание, термическую стойкость, характеристики розового кольца и соответствие ожиданиям заказчика в отношении надежности.
Укладка слоев и многослойное ламинирование FR408HR
Многослойное ламинирование Преобразует утвержденную структуру в единое целое. Симметрия, баланс меди, потребность в смоле, ориентация, чистота, загрузка пресса, теплопередача, давление, вакуум, отверждение и охлаждение должны быть объединены в одну контролируемую операцию.
Архитектура, симметрия и баланс меди.
Прежде чем операторы начнут сборку многослойной книги, инженеры должны понять, как будет вести себя выпущенная конструкция в качестве композитной панели. Симметрия, баланс меди, потребность в смоле и изменение размеров не являются отдельными вопросами проектирования; они определяют, сможет ли выбранный способ ламинирования обеспечить стабильное совмещение, толщину и плоскостность.
Симметрия начинается с диэлектрика и массы меди.
Зеркальное отображение функций слоев полезно, но физическая конструкция имеет большее значение. Толщина сердцевины, толщина препрега, вес меди, покрытие медью, расположение плоскостей и поверхностное медное покрытие должны быть сбалансированы вокруг центра платы, где это возможно.
Локальный дисбаланс меди может быть более значительным, чем средний уровень покрытия.
В слое, содержащем 50% меди, может оставаться одна почти сплошная половина и одна почти пустая половина. В процессе ламинирования потребность в смоле, локальное давление и напряжение различаются по всей панели. В процессе сборки тепловая инерция также различается по всему изделию. Поэтому при удалении меди и корректировке компоновки следует учитывать распределение, а не только процентное содержание.
Асимметрия со стороны компонентов возникает после изготовления печатной платы.
Механически сбалансированная печатная плата может деформироваться во время сборки, если на одной стороне расположены крупные BGA-компоненты, экраны, трансформаторы или силовые компоненты, соединенные медными проводниками, а на другой — нет. При проектировании платы, выборе опоры для панели, профиля пайки оплавлением и стратегии крепления необходимо учитывать массу собранного изделия.
Ограничения по шагу и натяжению лука должны соответствовать характеристикам изделия.
Общие критерии приемки могут быть недостаточными для разъемов с запрессовкой, сборок BGA с малым шагом выводов, систем с кромкой платы или плат, заключенных в жесткий корпус. Указывайте требования к плоскостности на уровне изделия, если они более строгие, чем стандартные требования.
Каждый дополнительный медный интерфейс создает еще одну проблему с текучестью смолы. Препрег должен заполнять впадины проводников, обработанную влагой медь, уплотнять структуру и сохранять целевой диэлектрик. Большое количество меди и плотные переходы между плоскостями усложняют задачу.
На одной и той же панели могут существовать как богатые смолой, так и бедные ею участки.
Открытые участки способствуют более интенсивному потоку смолы, в то время как плотная медь может его ограничивать. Результатом могут стать локальные изменения толщины, закупорка стекловолокна, пустоты или недостаток смолы. Производитель может выбрать различные конструкции препрегов, добавить слои, отрегулировать баланс меди или изменить границы панелей для улучшения схемы потока.
Толщина внутреннего слоя меди изменяется не только в результате окончательной обработки.
Это увеличивает топографию, сложность травления, потребность в смоле и локальное напряжение. Это также может усилить распространение тепла и изменить профиль сборки. В структуре слоев следует указать, является ли медь начальной или конечной, и какие слои несут на себе основную нагрузку.
Большие окна, не содержащие меди, требуют тщательной обработки.
Запретные зоны для разъемов, зоны изоляции, антенны и механические отверстия могут создавать обширные пустые пространства. Нефункциональную медь нельзя добавлять без разбора, поскольку это может повлиять на импеданс, изоляцию, излучение или сертификацию. На чертеже следует указать, где кража разрешена, а где запрещена.
По мере увеличения количества слоев проблема совмещения становится кумулятивной. Каждый сердечник имеет свою толщину, ориентацию стекла, рисунок меди и историю процесса. Визуализация, обработка склеивания, сушка и ламинирование способствуют смещению.
Охарактеризуйте движение с помощью построения.
Компенсация, полученная на основе одной толщины сердцевины и рисунка медного покрытия, может быть неприменима для другой. Завод должен вести учет данных по семейству материалов, толщине сердцевины, типу слоя, направлению, формату панели и способу прессования. Для новых конструкций может потребоваться рентгеновский контроль или проверка качества панели перед началом полномасштабного производства.
Стратегия разработки инструментов должна соответствовать требованиям регистрации.
Методы ламинирования с помощью штифтов, бесштифтовая оптическая регистрация, заклепочные системы, рентгеновское сверление и оснастка с мишенью имеют свои преимущества. Выбранный метод должен обеспечивать послойное выравнивание и соответствовать требованиям к готовому кольцевому изделию.
Кольцевое кольцо является результатом нескольких допусков.
Размер контактной площадки, перемещение графического элемента, совмещение слоев, положение сверла, смещение отверстий, покрытие и критерии вывода — все это влияет на результат. Уменьшение размера контактной площадки для создания пространства для трассировки может привести к уменьшению производственного запаса, необходимого для толстых плат или плат с большим количеством слоев.
Скрытые переходные отверстия добавляют еще один стек регистрации.
Перед ламинированием на готовую плату выполняется сверление и металлизация узла с внутренними переходными отверстиями. Следующая сборка должна точно соответствовать элементам, которые уже переместились и увеличили толщину. Контактные площадки и зазоры для трассировки должны учитывать эту последовательность.
Многослойная и многослойная конструкция книги
Процесс укладки преобразует отдельные вытравленные сердечники и листы препрега в заданную последовательность слоев. Этот этап подвержен человеческим и материальным ошибкам, поскольку многие конструкции выглядят похожими, но не являются электрически или механически взаимозаменяемыми.
Проверяйте последовательность, ориентацию и материал в месте использования.
- Подберите к каждому внутреннему слою направляющую и систему инструментов соответствующий профиль.
- Подтвердите соответствие конструкций из сердцевины и препрега утвержденной схеме укладки слоев.
- Направление движения стекла можно контролировать, если этого требует технологический план или размерная модель.
- Для предотвращения попадания мусора, отпечатков пальцев и посторонних предметов используйте чистые инструменты.
- Определите специальные фольги, разделительные пленки, разделительные пластины и устройства для прессования.
Спрос на смолы обусловлен топографией месторождений меди.
Препрег должен заполнять зазоры вокруг дорожек и плоскостей, сохраняя при этом заданный диэлектрический слой. Большое количество меди, обширные бесмедные области, встроенные структуры и неравномерная плотность меди увеличивают риск дефицита смолы, чрезмерного растекания смолы, остановки стеклования или локальных колебаний толщины. В процессе изготовления может потребоваться выбор различных препрегов или нанесение нескольких слоев, а не просто увеличение номинальной толщины.
Для узлов, изготовленных методом последовательного ламинирования, требуется дополнительный контроль.
Эти накопленные риски рассматриваются еще раз в усовершенствованные многослойные структуры и секция управления CAF.
Нагрев, давление, растекание смолы и отверждение
При ламинировании необходимо размягчить препреговую смолу, дать ей смочить и заполнить топографию меди, удалить воздух, уплотнить слой и полностью отвердить его, не допуская образования пустот и не создавая неприемлемой толщины и ошибок совмещения.
Сроки поставки от поставщика — это отправные точки, а не универсальные заданные значения.
В руководстве по технологическому процессу Isola указан общий диапазон температур отверждения приблизительно 188–202°C и диапазон времени отверждения 130–160 минут при температуре отверждения 190°C или выше. В нем также описаны режимы вакуумной выдержки, контролируемого повышения температуры, приложения давления и рекомендации по охлаждению. Производитель печатных плат должен разрабатывать свою рецептуру прессования, исходя из температуры продукта, а не только температуры плиты, и подтверждать профиль с помощью термопар или установленных методов определения характеристик прессования.
Изменение температуры влияет на диапазон текучести смолы.
Более быстрое нарастание давления снижает минимальную вязкость и может улучшить заполнение, но сокращает время, доступное для контролируемого потока, и может увеличить риск образования стекловидного барьера или недостатка смолы. Более медленное нарастание давления обеспечивает более широкий диапазон потока, но может потребовать иного времени регулирования давления. Толстые панели, тяжелая медь, плотная медь и книги из нескольких панелей нагреваются иначе, чем тонкие, простые конструкции.
Давление необходимо прикладывать в нужный момент.
Слишком высокое давление на раннем этапе может вытеснить смолу из панели или деформировать конструкцию. Слишком низкое давление может привести к образованию пустот, плохому заполнению или слабому уплотнению. Правильное давление зависит от типа пресса, вакуумной поддержки, площади панели, распределения меди, текучести препрега, прижимных пластин и предполагаемой толщины готового изделия.
Технология Cooldown обеспечивает сохранение плоскостности и стабильности размеров.
Удаление или перемещение нагретой панели до того, как она остынет под соответствующим давлением, может привести к деформации и остаточным напряжениям. Критерии охлаждения должны быть частью технологического процесса, а не способом упрощения производства.
| симптом ламинирования | Возможные участники | Путь обзора |
|---|---|---|
| Локальное мочеиспускание | Задержанный воздух, влажные сердечники, недостаточный поток, загрязнение, плохой вакуум или быстрое застывание. | Сухость материала, чистота укладки, вакуумная характеристика, профиль температуры продукта и карта потребности в смоле. |
| Смоляное голодание | Высокая плотность меди, недостаточное количество препреговой смолы, чрезмерное давление, чрезмерная текучесть или повреждение краев панели. | Конструкция из препрега, балансировка меди, контроль давления и времени, конструкция кромки и готовые диэлектрические секции. |
| Толщина за пределами целевого значения | Неправильный материал, ошибка в модели толщины прессованного материала, колебания текучести смолы, ошибка в определении веса меди или нагрузка на пресс. | Журнал учета поступающих материалов, транспортная ведомость по хранению, журнал прессования, поперечный разрез образца и схема расположения панелей. |
| Сдвиг регистрации слоя | Ошибка компенсации макета, смещение оснастки, асимметричная конструкция, проскальзывание пресса или неравномерный нагрев. | Измерения до и после ламинирования, состояние штифтов/инструментов, история компенсаций и симметрия пресс-бука. |
| Расслоение после воздействия тепла | Влага, неполное отверждение, загрязнение, слабая адгезия, пустоты или повреждение стенок отверстия. | История влажности, данные ДСК/ТМА или результаты отверждения (где применимо), процесс склеивания, поперечное сечение и профиль сборки. |

Сверление и подготовка стенок отверстия
Надежность отверстий начинается еще до нанесения меди. Поддержка при входе и выходе сверла, состояние инструмента, количество попаданий, удаление стружки, нагрев, соотношение сторон, удаление заусенцев, удаление загрязнений и подготовка стенок отверстия влияют на то, сможет ли медь образовать непрерывное и долговечное соединение.
Механический контроль бурения
Процесс сверления печатной платы Необходимо создать цилиндрическое отверстие с контролируемым количеством обломков, без чрезмерного разрушения стекла, повреждения смолы, образования гвоздей, сколов, заусенцев или нагрева инструмента. Программа сверления должна отражать требуемый размер готового отверстия и допуск на покрытие.
Геометрия инструмента и нагрузка на сверло имеют значение.
В руководстве поставщика рекомендуется использовать сверла с подрезом и инструменты с высокой спиральной головкой в качестве начальных подходов для отверстий меньшего диаметра. Также предупреждается, что высокие скорости резания и большие нагрузки на стружку могут привести к образованию шероховатых отверстий и разрушению стекловолокна. Производитель должен оптимизировать скорость вращения шпинделя, подачу, отвод инструмента, количество ударов, высоту стопки, материал входного отверстия, материал подложки и пределы смены инструмента, исходя из измеренного качества отверстий.
Толстые платы и массивная медь требуют соблюдения консервативных параметров.
Большое количество слоев, толстая общая конструкция, толстые медные прослойки, крупнозернистое стекло и плотное расположение отверстий увеличивают тепловое воздействие и количество стружки. На заводе могут уменьшить высоту пакета, снизить нагрузку на стружку, чаще менять инструмент или сверлить сложные элементы отдельно.
Для вторичного бурения и прокладки трубопроводов может потребоваться другой инструмент.
При использовании стандартных настроек FR-4 без проверки, отверстия большего диаметра, просверленные после нанесения покрытия, пазы, вырезы, элементы кромок и линии надреза, могут растрескиваться или разрушаться. Необходимо сверить параметры ввода/поддержки, геометрию погружения, конструкцию фрезера, толщину стенки и глубину надреза с реальной платой.
Риск сквозных отверстий в толстых многослойных платах
Надежность при сквозном монтаже с металлизацией Это одна из главных причин, по которой клиенты выбирают более производительную систему FR-4. Ствол должен выдерживать расширение по оси Z и многократное воздействие высоких температур без растрескивания в месте соединения с основанием, в центре или во внутреннем слое.
Соотношение сторон необходимо рассчитать на основе данных производственного процесса.
Соотношение сторон обычно зависит от толщины платы и диаметра просверленного отверстия, а не только от готового отверстия. Необходимо учитывать припуск на покрытие и компенсацию сверления. Достичь номинально приемлемого соотношения может быть сложно, если учитывать плотность отверстий, допуск по толщине платы, тип стекла и распределение покрытия.
Качество отверстий перед нанесением покрытия определяет основу для последующего покрытия.
Шероховатые стены, трещины стекла, растрескивание смолы, размазывание, обломки или попадание гвоздей во внутренний слой не могут быть устранены добавлением меди. Консервативное бурение, контролируемое количество попаданий, правильный материал для входа/подпорки и проверенное удаление размазанного материала улучшают состояние фундамента.
Необходимо проверить распределение меди по стволу.
Толщина поверхностного слоя меди не доказывает толщину центрального отверстия. Репрезентативные микросрезы должны включать самые мелкие или наиболее труднодоступные отверстия и располагаться в тех местах, где нанесение покрытия на панель наименее благоприятно.
Данные о термических нагрузках должны соответствовать сценарию применения.
Плавающий припой, моделирование оплавления. стресс-тестирование межсоединенийВ некоторых случаях может быть целесообразно использовать термический шок или циклическую обработку по требованию заказчика. Метод испытания, конструкция образца, критерии приемки и требования к отчету должны быть согласованы до начала производства.
Важное различие
Указанные тепловые характеристики ламината описывают материал. Квалификация PTH описывает изготовленный межсоединительный элемент в конкретной конструкции платы. Одно не может заменить другое.
Удаление заусенцев, загрязнений и обработка отверстий.
FR408HR обладает высокой термостойкостью и при правильном отверждении и сверлении образует относительно небольшое количество разводов. Для удаления примесей и создания поверхности, способствующей адгезии меди, все же требуется удаление разводов. Качество отверстия до удаления разводов сильно влияет на результат после удаления разводов.
Химическое средство для удаления загрязнений должно соответствовать используемой системе смол.
FR408HR может обладать большей химической стойкостью, чем обычный FR-4. Агрессивные системы набухания могут повредить границы раздела стекло-смола или снизить надежность после термического воздействия бессвинцового оксида. В руководстве для поставщиков не рекомендуется использовать химические составы для набухания типа NMP и указывается, что альтернативные системы и условия выдержки следует согласовать с поставщиком химических составов.
Плазма полезна для обработки сложных структур.
Плазменное удаление смолы обеспечивает контролируемое удаление материала и особенно полезно для толстых плат, отверстий с большим соотношением сторон или химически стойких смоляных систем. При сочетании плазмы и перманганата необходимо избегать чрезмерного удаления материала. На результат влияют состав газовой смеси, мощность, время, загрузка камеры и геометрия отверстий.
Трехточечное травление — это не обычное удаление пятен.
Истинное травление обнажает внутренний слой меди с трех сторон. Одного лишь химического удаления загрязнений может быть недостаточно для надежного достижения этого результата в стали FR408HR. Если чертеж требует травления, а не удаления загрязнений, технологический процесс и раздел приемки должны быть четко согласованы.
Перед нанесением покрытия проверьте стенки отверстия.
После сверления и удаления загрязнений можно исследовать тестовые образцы или репрезентативные производственные пробы. При анализе следует различать повреждения от сверления и эффективность удаления загрязнений. Гладкая поверхность без обломков смолы, контролируемое воздействие стекла, чистые внутренние границы раздела слоев и отсутствие грубых трещин имеют большее значение, чем предположение о том, что химический процесс сработал, потому что таймер завершился.
Меднение и формирование межсоединений
Химическое меднение и электролитическое нанесение покрытий Необходимо создать непрерывный проводящий путь с достаточной толщиной, адгезией и распределением. Глухие переходные отверстия, скрытые переходные отверстия, структуры с переходными отверстиями внутри контактных площадок и т. д. просверленные отверстия Добавить специфические для строительства элементы управления, которые должны быть определены до утверждения схемы нанесения покрытия.
Химическое меднение, гальваническое покрытие и формирование рисунка.
После предварительной обработки наносится проводящий затравочный слой, а затем методом электролитического осаждения формируются отверстия необходимой толщины медного покрытия. Покрытие должно достигать центра отверстий с высоким соотношением сторон без недопустимого перекрытия поверхности или образования узелков.
Соотношение сторон — это проблема не только сверления, но и процесса нанесения покрытия.
Даже в механически чистом отверстии может наблюдаться недостаточное распределение меди. Толщина платы, минимальная глубина сверления, плотность отверстий, перемещение раствора, плотность тока, мощность распыления, ориентация панели и время нанесения покрытия определяют конечный результат.
Качество обработки меди влияет на импеданс и выход годных изделий в тонкостенных линиях.
Трассировки внешнего слоя визуализируются до нанесения рисунка методом гальванического покрытия, поэтому рост меди изменяет как толщину, так и ширину. Модель импеданса должна использовать готовую геометрию, а система управления технологическими процессами должна учитывать компенсацию травления и гальванического покрытия.
На микросрезах следует отразить сложные для восприятия особенности.
Образец, который легче покрыть гальваническим покрытием, чем наиболее плотная зона производства, может создать ложное впечатление. Конструкция образца, расположение панелей, размер отверстий и соотношение сторон должны соответствовать требованиям приемки.
Скрытые переходные отверстия, скрытые переходные отверстия, переходные отверстия в контактной площадке и обратное сверление.
Расширенные возможности межсоединений нельзя рассматривать как отдельные примечания к чертежу. Каждая из этих возможностей изменяет последовательность ламинирования, трассу сверления, очистку, гальваническое покрытие, заполнение, выравнивание, совмещение, контроль качества и стратегию электрических испытаний. ламинирование печатных плат с глухими отверстиями В руководстве содержится дополнительная информация о скрытых узлах и последовательной сборке.
Толщина диэлектрика в глухих переходных отверстиях контролирует технологичность производства.
Диаметр лазерного отверстия, контактная площадка захвата, целевая контактная площадка, толщина диэлектрика, толщина меди и соотношение сторон должны работать согласованно. Маленькое отверстие в толстом диэлектрике может не обеспечить надежное окно для абляции и нанесения покрытия.
Планирование ламинирования и тестирования скрытых переходных отверстий
Если позволяет трасса, перед окончательной ламинацией заглубленные конструкции следует подвергнуть электрическому тестированию. После герметизации дефекты трудно выявить. Тестирование и проверка узлов позволяют снизить риски до добавления дополнительных материалов и технологических процессов.
Для установки Via-in-pad требуется полная детализация поверхности.
Для монтажной площадки недостаточно просто указать «заполнена». На чертеже следует указать материал заполнения, плоскостность, медный колпачок, качество поверхности, допустимое образование пустот и любые допуски на углубления. Недостаточное заполнение может привести к потере припоя, образованию пустот, неровным соединениям или проблемам с соосностью BGA-компонентов.
Количество цепочек микроотверстий следует свести к минимуму.
Каждый переход через микропереходник увеличивает сопротивление, разрывы, зависимость от точности регистрации и риски для надежности. Используйте кратчайшую структуру межсоединений, удовлетворяющую требованиям трассировки и вывода данных.
На платах с большим количеством слоев часто используются сквозные переходные отверстия, поскольку они надежны и экономичны. Неиспользованная часть переходного отверстия может образовывать резонансный выступ в высокоскоростных каналах. Обратное сверление удаляет большую часть этой неиспользованной меди после нанесения покрытия.
Определите электрический объект как остаточный шлейф.
Глубина обратного сверления зависит от толщины платы и положения слоя, но основной проблемой системы является оставшийся остаток. На чертеже следует указать сторону сверления, целевой слой, затронутые отверстия, максимальный остаточный остаток и зоны, где сверление запрещено.
Регистрация и допустимая глубина потребляют ресурсы, препятствующие проникновению.
Обратное сверление имеет больший диаметр, чем исходное металлизированное отверстие, и должно обходить расположенные рядом дорожки и контактные площадки. Требуемый зазор определяется допуском по глубине слоя, изменением толщины платы, геометрией точки сверления и точностью станка.
Необходимо спланировать проверку.
Для проверки работоспособности можно использовать поперечное сечение, измерение глубины, рентгеновский контроль или другие методы. Если для каждой партии требуется отчет, включите образец или пробный образец в планировку панели.
Обратное бурение не всегда является лучшим решением.
Использование глухих переходных отверстий, переназначение слоев, перераспределение контактов разъема или укорачивание сквозных переходных отверстий могут обеспечить более чистый канал. Сравните электрические преимущества, стоимость изготовления и нагрузку на контроль качества.
Усовершенствованные многослойные структуры и управление CAF
Последовательное ламинирование, наращивание толщины HDI, плотное расположение переходных отверстий и смешанные технологии межсоединений увеличивают количество тепловых и регистрационных событий. Риск возникновения CAF, расстояние между элементами, влажность, состояние смолы и чистота технологического процесса должны быть рассмотрены совместно с электрической схемой и условиями окружающей среды изделия.
Последовательное ламинирование и наращивание HDI
Материал FR408HR описывается как подходящий для многократных циклов ламинирования, что делает его актуальным для структур с внутренними переходными отверстиями и структурами с высокой плотностью стыков. Однако многократные циклы все же увеличивают сложность процесса и требуют более длительной термической обработки.
Сушка узлов является этапом технологического процесса.
Обработанные сердечники могут впитывать влагу во время хранения и транспортировки. Перед вторичной ламинацией может потребоваться длительная сушка узла. Точная продолжительность сушки зависит от толщины, истории хранения, конструкции и заводской квалификации. Высушенную панель следует защищать от неконтролируемого воздействия окружающей среды перед укладкой.
Каждый цикл изменяет размерную привязку.
Первый цикл прессования задает размеры узла. Сверление и нанесение покрытия добавляют элементы. Второй цикл вводит дополнительные перемещения. В плане процесса должно быть указано, какие мишени используются на каждом этапе сверления и визуализации, и как контролируется суммарная погрешность.
Для многослойных микропереходных отверстий необходимы доказательства надежности.
Многослойные структуры концентрируют напряжение и зависят от качества заполнения медью, геометрии контактных площадок, точности совмещения и тепловых характеристик всей структуры. Микропереходы, расположенные в шахматном порядке, могут снизить напряжение, но увеличивают занимаемое пространство для трассировки. Выбор должен основываться на плотности и качестве, а не на эстетике.
Не добавляйте циклы ламинирования бездумно.
Конструкция переходного отверстия, которую можно изготовить за один или два цикла, не должна разделяться на несколько циклов без веской причины. Каждый цикл увеличивает стоимость, время выполнения заказа, контроль влажности, риски регистрации и бремя квалификации.
CAF, расстояние между плитами и влажность в плотных плитах
Риск образования проводящих анодных нитей зависит от материала, напряжения, расстояния между нитями, влажности, загрязнения, границы раздела стекло-смола, повреждений при сверлении и времени. FR408HR описывается как устойчивый к образованию проводящих анодных нитей, но плотные поля в переходных отверстиях и высокие разности напряжений по-прежнему требуют контроля конструкции и технологического процесса.
Расстояние между переходными отверстиями и между переходными отверстиями и плоскостью выводов должно включать допуск.
Номинальное расстояние между элементами CAD-модели может уменьшиться из-за смещения сверла, совмещения, нанесения покрытий, утопления смолы и локальных дефектов. При оценке надежности используйте готовую геометрию и производственные допуски.
Чистые стенки отверстий уменьшают один из источников риска.
Разрушение стекла, повреждение смолы и загрязнение могут создавать пути, которые становятся более уязвимыми при воздействии влажности и магнитного поля. Поэтому качество сверления и удаления загрязнений способствует надежности как покрытия, так и изоляции.
Чистота на сборочных работах по-прежнему актуальна.
Остатки флюса и ионные загрязнения на поверхности могут вызывать протечки или образование дорожек, даже если ламинат хорошо работает внутри. Выбор материала для печатной платы не исключает необходимости очистки и нанесения покрытия на печатную плату.
Обработка внешнего слоя, паяльная маска и финишная обработка поверхности.
Нанесение внешнего слоя, гальваническое покрытие, травление, паяльная маска, обработка поверхности, профилирование и очистка завершают создание физической платы. Каждая операция должна обеспечивать сохранение кольцевой структуры, геометрии проводников, предположений об импедансе, паяемости, требований к размерам и чистоты.
Нанесение изображений с помощью паяльной маски выигрывает от блокирующих УФ-излучение и флуоресцирующих свойств FR408HR, но конечное качество по-прежнему зависит от подготовки поверхности, типа маски, экспозиции, отверждения, совмещения и чистоты.
Выберите тип обработки поверхности для сборки и изделия.
Покрытия ENIG, OSP, иммерсионное серебрение, бессвинцовое HASL, ENEPIG, твердое золочение и другие имеют различную плоскостность, срок хранения, свойства при проволочном соединении, контакте и пайке. Материал не определяет тип покрытия. Определяют тип компонента, условия хранения, сборки, надежность и квалификация заказчика.
Контроль трассировки и нанесения насечек вокруг высокомодульного материала.
Для предотвращения разрушения кромки может потребоваться регулировка геометрии фрезерного инструмента, подачи, скорости вращения шпинделя, опоры заготовки и толщины направляющей. Готовые кромки следует проверять в местах, где изделие требует плотной механической подгонки, открытого высоковольтного пространства или чистого отламывания.
Чистота — неотъемлемая часть надежности электроснабжения.
Остатки материалов, образующиеся при изготовлении, загрязнения при обращении, металлические частицы и ионные вещества могут влиять на изоляцию и сборку. Требования к чистоте и методы испытаний должны быть указаны, если изделие работает под высоким напряжением, имеет высокое сопротивление, покрыто защитным слоем или используется в агрессивной среде.
Контрольно-измерительные ворота и проверка надежности
Контрольно-пропускные пункты предотвращают снижение ценности продукции из-за дефектов, выявленных на предыдущем этапе. План контроля должен определять тип проверки, критерии приемки, порядок регистрации, полномочия по принятию решения и условия выпуска на каждом этапе необратимой операции.
Послеламинирование: регистрация и проверка толщины.
После прессования панели следует осмотреть перед продолжением дорогостоящих последующих операций. Проверка может включать в себя общую толщину, локальную толщину, плоскостность, рентгеновскую точность совмещения, выравнивание образцов, состояние поверхности, удаление облоя и наличие пустот или повреждений кромок.
Для удаления затвердевшего налета с панелей из высокомодульного алюминия обычно предпочтительнее фрезерование, чем агрессивная резка, поскольку неконтролируемое напряжение на кромках может привести к образованию трещин или растрескиванию. Точный метод зависит от конструкции панели и заводского оборудования.
Электротехнические испытания, ТДР, окончательная проверка и упаковка.
Электрические испытания подтверждают соответствие изготовленного списка соединений.
Испытание с помощью летающего зонда или приспособления Необходимо сравнить готовую плату с утвержденным списком соединений и согласованными пределами целостности/изоляции. Тестирование должно учитывать изолированные цепи, встроенные резисторы или конденсаторы (если таковые имеются), а также исключения, определенные заказчиком.
Метод TDR проверяет образец импеданса оборудования.
В отчете TDR должны быть указаны задание, образец, целевое значение, допуск, слой или структура, результат измерения и метод тестирования. Он проверяет образец, а не автоматически каждую дорожку на плате, поэтому представление образца и контроль процесса остаются важными.
Заключительная проверка приводит маршрут в соответствие с чертежом.
Проверка может включать в себя проверку размеров, толщины, размера отверстий, кольцевого покрытия, защитной маски для пайки, маркировки, качества поверхности, плоскостности, чистоты, эстетических характеристик, сертификатов и отчетов заказчика. Любые отклонения следует проверять до отгрузки, а не скрывать в протоколе окончательной проверки.
Упаковка должна защищать край сборки.
В руководстве по обработке Isola рекомендуется высушивать готовые печатные платы перед упаковкой, а также описываются влагозащитные пакеты, индикаторные карты влажности и осушители как оптимальные варианты для обеспечения длительного срока хранения или при сборке без использования свинца. Необходимая упаковка должна быть согласована с заказчиком и местом сборки. Открытые пакеты следует повторно запечатать или обработать в соответствии с согласованными правилами срока годности.
Контрольно-пропускные ворота поперек производственного участка.
Схема технологического процесса полезна только в том случае, если она определяет, где прекращается работа с несоответствующими изделиями. Следующие этапы связывают каждую операцию с решением о выпуске. Точные параметры отбора проб, класса, конструкции образцов, формата отчета и пределов приемки должны быть согласованы в документации заказчика.
Для более широкого понимания допустимых вариантов, ознакомьтесь с обзором. Проверка качества печатной платы; план контроля FR408HR должен затем дополниться данными, специфичными для материала и конструкции.
| Смотровая площадка | Что проверяется | Типичные доказательства | Риск должен быть устранен до следующей операции. |
|---|---|---|---|
| Выпуск поступающих материалов | Идентификационные данные FR408HR, толщина сердечника, содержание меди, конструкция препрега, партия, условия хранения и контроль срока годности. | При необходимости: акт приемки, этикетка поставщика, сертификат или протокол отслеживания. | В производство поступают неподходящие или неконтролируемые материалы. |
| Высвобождение AOI внутреннего слоя | Открытые и короткие замыкания, ширина линии, расстояние между линиями, характеристики меди, целевые значения, используемые инструменты и идентификаторы слоев. | Запись AOI, определение дефектов, данные о размерах первой панели. | Скрытые дефекты цепи навсегда замалчиваются. |
| проверка броска из положения лежа | Последовательность расположения сердцевины/препрега, ориентация меди, направление зерен, распределение партий, разделительная пленка и расположение припоя. | Передвижной пункт обслуживания, сканирование штрихкодов, независимая проверка качества контролируемых работ. | Неправильная укладка или ориентация материала становятся необратимыми. |
| Выпуск после ламинирования | Толщина панели, данные о процессе отверждения/прессования, совмещение, пустоты, расслоение, изгиб и скручивание. | Диаграмма прессования, карта толщины, данные рентгеновской регистрации, визуальный осмотр. | Некачественные панели приводят к увеличению нагрузки на сверлильные и гальванические работы. |
| Спусковое устройство для сверления и подготовки отверстий | Размер отверстия, положение, выбоины, мусор, удаление смазочного материала, травление (при необходимости) и состояние стенок отверстия. | Проверка буровых установок, раздел образцов, записи о технологических процессах в ванне. | Дефектные отверстия проникают в зону химического осаждения меди и гальванического покрытия. |
| Снятие гальванического покрытия | Толщина и распределение меди, пустоты, адгезия, обмотка (при наличии), однородность поверхности. | Микросрезы, кулонометрические/рентгенофлуоресцентные измерения, схема посева. | Слабые межсоединения на этапах получения финального изображения и завершения обработки. |
| Высвобождение AOI внешнего слоя | Окончательная геометрия проводника, кольцевое замыкание, короткие замыкания, обрывы, зазубрины и остатки меди. | Протокол осмотра с помощью автоматического оптического датчика и записи о ремонте/утилизации. | Дефекты в цепи скрываются под защитной паяльной маской. |
| Электрическое и импедансное освобождение | Результаты проверки целостности/изоляции схемы и анализа образцов с контролируемым импедансом. | Результаты измерений с помощью летающего зонда/фиксатора, трассировка TDR и сводка результатов теста. | Платы с электрическими дефектами, поступающие на отгрузку или в сборку. |
| Окончательный выпуск партии товара | Размеры, отделка, защитная пленка для пайки, маркировка, чистота, плоскостность, количество, упаковка и необходимая документация. | Заключительный акт проверки, сертификат, протокол о влагозащитной упаковке. | Несоответствующая продукция или неполные документы, подтверждающие соответствие стандартам, покидают завод. |
Повторный анализ производства, применений и технологических процессов.
Успешная с технической точки зрения первая сборка приобретает ценность только тогда, когда материал, структура, технологический маршрут, план контроля, утвержденные отклонения и факторы, инициирующие изменения, могут быть воспроизведены. В этом разделе обобщены вопросы соответствия требованиям приложения, планирования контроля, передачи от прототипа к серийному производству, контрольных списков, часто задаваемых вопросов и ссылок на источники.
Области применения, в которых обычно оправдано использование многослойных конструкций из FR408HR.
Выбор материала для печатной платы следует основывать на ее функциональном назначении, а не на маркетинговой категории. Материал FR408HR, как правило, подходит для случаев, когда одновременно требуются многослойная тепловая надежность, контролируемое сопротивление и стабильное производство.
Платы управления коммутаторами, секции управления линейными платами, коммуникационные процессоры и интерфейсные платы с регулируемым импедансом, переходами разъемов и повторяемой многослойной конструкцией.
Промышленные компьютеры, платформы управления машинами, системы управления движением, оборудование для сбора данных и долговечные встроенные контроллеры, подвергающиеся многократной сборке с использованием бессвинцовых материалов или работе в сложных условиях.
Приборы для измерения смешанных сигналов, автоматизированное тестовое оборудование, платы сбора данных и объединительные платы, где важны согласованность каналов, большое количество слоев и контролируемая геометрия межсоединений.
Неимплантируемое оборудование и диагностические платформы, требующие контролируемой документации, стабильного и многократного изготовления, а также плана приемки, соответствующего действующим требованиям к продукту.
Платы управления и мониторинга, где важны температурные циклы, длительный срок службы и многоуровневая надежность. Требования к CTI, разбросу напряжений и автомобильной квалификации остаются отдельными.
Материал FR408HR может использоваться для цифровых или управляющих слоев, в то время как в других местах применяется специализированный радиочастотный материал. Совместимость с гибридными прессами, толщина связующего слоя, обработка меди и совмещение требуют отдельного анализа.
Границы применения: Не следует описывать FR408HR как универсальную радиолокационную или микроволновую подложку. Для радиочастотного канала может потребоваться ламинированная или гибридная структура с меньшими потерями, даже если FR408HR подходит для цифровой части управления.
FR408HR План контроля производственного процесса
| Технологический шлюз | Ключевая запись | Типичный вопрос о выпуске |
|---|---|---|
| Проект и | Утвержденная схема сборки, DFM, таблица импедансов, план купонов. | Предложенная конструкция пригодна для промышленного производства и имеет соответствующие разрешения? |
| Входящий материал | Идентификация материала, партия, конструкция из сердцевины/препрега | Соответствует ли полученный материал требованиям путешественника? |
| Внутренний слой | Запись AOI, измерение размеров | Соответствуют ли схемотехника и система компенсации допустимым параметрам выпуска? |
| расслоение | Проверка процесса укладки, рецепт прессования, подтверждение температуры продукта. | Была ли исправлена неподходящая книга в соответствии с установленными правилами? |
| Сверление/удаление | Программа инструмента, количество попаданий, образец стенки отверстия | Отверстие чистое и подходит для нанесения покрытия? |
| Обшивка | Протокол процесса/раствора, измерение содержания меди, микросрез | Соответствует ли представленная бочка критериям содержания меди и качества? |
| Завершение | Электротехнические испытания, ТДР, размеры, сертификаты. | Соответствует ли готовая партия утвержденным требованиям к чертежам и отчетности? |
Контроль от прототипа до серийного производства
Заморозить проверенную конструкцию.
После утверждения прототипа необходимо задокументировать фактическую конструкцию сердечника/препрега, медную фольгу, геометрию импеданса, образец, траекторию прессования, траекторию сверления и удаления загрязнений, качество поверхности и план контроля. Типового чертежа структуры недостаточно для обеспечения повторяемости.
Разделяйте изменения в конструкции и изменения в процессе.
Изменение конструкции (ECO) вносит изменения в данные о продукте. Изменение технологического процесса может произойти даже при сохранении исходных данных Gerber. Могут измениться доступность материалов, размер панелей, тип пленки, химический состав, оснастка или метод испытаний. Определите, какие изменения технологического процесса требуют уведомления или повторной квалификации.
Резервируйте материал для прогнозируемого производства, когда важна непрерывность производства.
Специальные сердечники, препреги или медная фольга не могут храниться на складе неограниченно долго. Прогнозируемый объем и срок действия квалификации помогают производителю планировать запасы и выявлять риски устаревания или замены до следующего заказа.
Используйте опытно-промышленный процесс для проверки технологического процесса производства.
Небольшая инженерная партия может быть изготовлена с дополнительной обработкой, отбором отдельных панелей или ручным вмешательством. В пилотной партии следует использовать предполагаемое производственное оборудование, панели, методы контроля, испытаний, маршрут сборки и документацию, чтобы риски масштабирования были очевидны.
Контрольный список для анализа многослойного проектирования и процесса
- Требования к материалам и правила замещения четко определены.
- Функции слоев, опорные плоскости и распределение мощности стабильны.
- Доступны и одобрены конструкции из препрегов/сердечника.
- Проверяются весовые коэффициенты и распределение меди с точки зрения симметрии и текучести смолы.
- Толщина и требования к изгибу/скручиванию соответствуют требованиям механического применения.
- Соотношение сторон сквозных отверстий и способ нанесения покрытия имеют запас прочности.
- Использование скрытых/заглубленных переходных отверстий и циклов ламинирования сведено к минимуму.
- Требования к заполнению/закрытию контактных площадок и процессу сборки полностью определены.
- Указаны сторона обратного бурения, целевая зона, остаточный отросток и зона запрета бурения.
- Образцы импеданса и отчеты TDR отражают структуру продукта.
- Микроскопические исследования и термическая обработка позволяют выявить наиболее сложные особенности.
- Процесс создания прототипов, опытных образцов и серийного производства контролируется путем внесения изменений.
Часто задаваемые вопросы
Может ли FR408HR работать на стандартной производственной линии FR-4?
Обработка может производиться с использованием стандартного оборудования для многослойных печатных плат, но завод должен подтвердить соответствие фактическим параметрам материала, цикла прессования, компенсации перемещений, траектории сверления, химического состава для удаления загрязнений, гальванического покрытия и плана контроля качества. «Стандартная линия» не означает типовые настройки.
Почему обсуждается удаление плазмы с поверхности препарата FR408HR?
Плазменная обработка может улучшить подготовку стенок отверстий в сложных полимерных системах, для небольших сквозных отверстий, с высоким соотношением сторон или структур с последовательным ламинированием. Правильный метод зависит от геометрии отверстия, состояния полимерной смолы, ее химического состава и необходимого обратного травления.
Предотвращает ли FR408HR образование трещин в сквозных отверстиях под металл?
Нет. Меньшее расширение по оси Z и высокие тепловые свойства создают запас прочности материала, но надежность сквозных отверстий по-прежнему зависит от качества сверления, удаления загрязнений, толщины и распределения меди, соотношения сторон отверстия, воздействия тепла, влажности и конструкции платы.
Безопасно ли автоматическое последовательное ламинирование при использовании материала FR408HR?
Нет. Каждый цикл изменяет размерные параметры и добавляет термическую историю. Сушка узлов, данные о перемещении, структура микроотверстий, распределение меди и количество циклов должны контролироваться и подтверждаться.
В каких случаях следует использовать обратное бурение?
Обратное сверление следует применять, если анализ канала показывает, что остаточный сквозной патрубок создает неприемлемый резонанс или потери, а конструкция обеспечивает достаточный допуск по глубине, допустимое отклонение, запас точности совмещения и метод проверки.
Какие записи наиболее полезны для повторного производства?
Утвержденные материалы конструкции, корректировка структуры, факторы перемещения, рецептура прессования, маршрут сверления и удаления загрязнений, данные о нанесении покрытия, результаты испытаний/тестирования образцов, протоколы инспекций и утвержденные отклонения обеспечивают наиболее надежную производственную базу.
Технические ссылки
- Техническое описание Isola FR408HR — Типичные тепловые/электрические свойства, характеристики продукта и соответствие стандартам IPC.
- Инструкция по обработке Isola FR408HR — Рекомендации поставщика по началу работ по обработке, сушке, ламинированию, сверлению и сопутствующим процессам.
- IPC-6012 — Квалификационные и эксплуатационные требования к жестким печатным платам, включая многослойные и конструкции с глухими/скрытыми сквозными отверстиями.
- ИПК-А-600 — Визуальное представление условий приемлемости печатных плат.
- ИПК-ТМ-650 — Библиотека методов испытаний; точный метод и редакция должны быть указаны, если измерение является договорным.
Чертежи заказчика, заказ на закупку, утвержденная схема сборки и указанная стандартная редакция остаются определяющими производственными требованиями.
Запросить анализ производственного и многослойного процесса
Укажите структуру пакета, перечень материалов, количество слоев, распределение меди, архитектуру отверстий, требования к контролируемой глубине, таблицу импеданса, готовую толщину, класс приемки, требования к контролю качества и объем производства.
Компания Highleap может проанализировать предлагаемый маршрут с учетом наличия материалов, количества слоев ламинирования, риска несовпадения, возможностей сверления/покрытия, обратного сверления, тестовых образцов и контроля повторного производства перед изготовлением оснастки.
Вернуться на страницу производителя и коммерческого предложения печатных плат FR408HR.

Рекомендуемые сообщения

Услуги компании Taconic по изготовлению печатных плат RF-35 — от прототипирования до серийного производства.
Рисунок 1. Taconic RF-35 PCB. Taconic RF-35 — это рабочая лошадка...

Производство печатных плат Isola Astra MT77
Рисунок 1. Производство печатных плат Isola Astra MT77. Isola Astra...

Услуги по изготовлению и сборке печатных плат Rogers RO4835 на заказ.
Рисунок 1. Печатная плата Rogers RO4835. Печатная плата Rogers RO4835 представляет собой...

Руководство по материалам и производству печатных плат Nelco N4000-13 | Highleap Electronics
Рисунок 1. Печатная плата Nelco N4000-13. Печатная плата Nelco N4000-13 представляет собой...
Как получить расценки на печатные платы
Давайте проведём для вас анализ DFM/DFA и предоставим отчёт. Вы можете безопасно загрузить свои файлы через наш сайт. Для составления коммерческого предложения нам необходима следующая информация:
-
- Gerber, ODB++ или .pcb, спец.
- Список спецификаций, если вам требуется сборка
- Количество
- Время поворота
Для услуг PCBA, пожалуйста, предоставьте ваш BOM (спецификация материалов) и любые конкретные инструкции по сборке. Мы также предлагаем анализ DFM/DFA для оптимизации ваших проектов для технологичности и сборки, обеспечивая плавный процесс производства.