
10層基板のインピーダンス制御とTDR検証

図1. 10層PCBインピーダンス制御クーポンとTDR検証。
目次
インピーダンス制御は、プロトコルに標準的な配線幅を割り当てるのではなく、伝送線路構造を制御することによって実現されます。同じ50Ωの目標値であっても、誘電体層の厚さ、銅箔の厚さ、材料構造、ソルダーマスク、隣接する銅箔が異なるため、2枚の10層基板では全く異なる形状が必要になる場合があります。したがって、製造図面では目標値と基準構造を明記し、最終的な幅と間隔は、リリースされた積層構造と製造業者の計算によって決定する必要があります。
このガイドでは、計算すべき項目、製造公差が実際に適用される範囲、およびTDRクーポンが配線構造をどのように表すべきかを説明します。構造が変わるとすぐに数値が不正確になるため、「5ミル=50インチ」といった普遍的なルールは意図的に掲載していません。
制御インピーダンスとは、スタックアップとプロセス定義のことである。
プリント基板配線の特性インピーダンスは、導体周囲の電界および磁界の分布によって決まります。主な入力要因は、完成した導体の断面積、1つまたは複数の基準面までの距離、誘電特性、結合線におけるペア間隔、表面構造上のソルダーマスク、および近傍の銅の存在です。銅の粗さや誘電損失は、特にエッジレートが増加するにつれて、伝搬特性や測定応答に影響を与えます。
インピーダンス制御のオーダーでは、2つの異なる質問に答える必要があります。1つ目は、選択したスタックアップ上で目標を満たすためにどのような形状が求められるか。2つ目は、どのように製造を検証するか。フィールドソルバー計算は1つ目の質問に答え、代表クーポンとTDR手順は2つ目の質問に答えます。挿入損失、ビアの不連続性、コネクタが重要な場合、どちらもチャネルシミュレーションに取って代わるものではありません。
その 10層スタックアップ ルーティングされた形状を確定する前に、インピーダンス計算を確定する必要があります。製造業者がコア、プリプレグ、銅箔、またはプレスされた厚さを変更する場合は、インピーダンス計算を更新し、その結果生じるアートワークの変更は、合意された承認プロセスに従う必要があります。
トレース形状を公開する前に必要な入力項目
| 入力 | インピーダンスが変化する理由 | 公開されたデータが示すべきこと |
|---|---|---|
| 層と参照面 | 外側マイクロストリップ線路、埋め込みマイクロストリップ線路、対称ストリップ線路、非対称ストリップ線路では、電界の形状が異なります。 | 信号層、参照層(複数可)、および参照銅が連続しているかどうか。 |
| プレスされた誘電体の厚さ | インピーダンスは、配線と基準点間の距離に非常に敏感である。 | 積層後の公称値と公差、プリプレグのカタログ厚さだけでなく。 |
| 完成した銅の形状 | めっき処理中に外側の銅層が成長し、エッチングされた配線は台形になる。 | ソルバーが使用する、仕上がり厚さと上下幅の仮定値。 |
| 材料構造 | 有効誘電率(Dk)は、樹脂含有量、ガラスの種類、および試験方法によって異なります。 | 正確なコア/プリプレグ構造または製造業者設計 - Dk モデル。 |
| 戦士の表情 | マスクは表面配線インピーダンスを低下させ、差動結合に影響を与える可能性がある。 | マスクの有無、想定される硬化厚さ、およびモデル。 |
| ペア間隔と近くの銅 | 差動インピーダンスは奇モード結合に依存し、接地層やシールドも電界を変化させる。 | 端から端までの間隔、同一平面上のクリアランス、およびガードまたは基準となる銅。 |
| 目標値と許容範囲 | 許容範囲が設定されていないターゲットはテストできません。 | 公称抵抗値、プラスマイナスまたは最小/最大許容誤差、およびそれが適用される構造。 |
差動ペアの場合、積層構成がまだ最終決定されていない段階では、加工業者は幅と間隔を固定の図面ルールではなく、変数として受け取るべきです。リリースされた図面では、規定の範囲内で幅の調整を制御できるようにすることも、図面の変更前に顧客の承認を求めることもできます。
シングルエンド、奇モード、差動インピーダンス
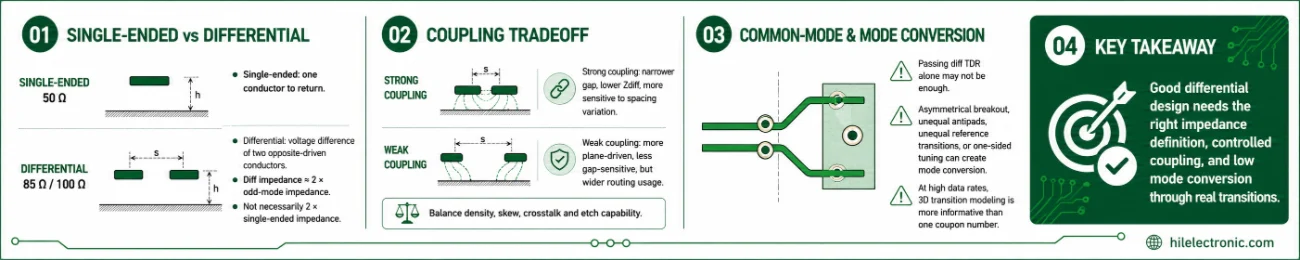
50Ωなどのシングルエンドターゲットは、リターン構造に対する一方の導体のインピーダンスを表します。85Ωや100Ωなどの差動ターゲットは、逆方向に駆動される2本の導体間の電圧差を表します。対称結合ペアの場合、差動インピーダンスは奇モードインピーダンスの約2倍になります。片方の配線が存在しない場合でも、差動インピーダンスは必ずしもその配線のシングルエンドインピーダンスの2倍になるとは限りません。
強い結合はペア間隔を狭くすることができ、差動インピーダンスを低減できますが、同時に間隔の変動や局所的なペア分離に対する感度が高くなります。弱い結合のペアは、基準面の影響をより強く受け、正確なギャップの影響は少なくなりますが、配線幅を多く消費する可能性があります。最適なバランスは、配線密度、スキュー、隣接チャネルとのクロストーク、および製造業者のエッチング能力によって異なります。
差動TDR値が合格した場合でも、コモンモードインピーダンスとモード変換が問題となることがあります。非対称ブレークアウト、不均一なビアアンチパッド、異なる基準遷移、片側チューニングなどにより、差動エネルギーがコモンモードに変換される可能性があります。高データレートでは、単一のクーポン値よりも3D遷移モデルの方が多くの情報を提供します。
マイクロストリップ、ストリップライン、およびコプレーナ構造
外層マイクロストリップ
マイクロストリップはプローブや配線が容易ですが、電界はラミネート層と空気またはソルダーマスクの両方に広がります。そのため、実効誘電率はバルクラミネートの誘電率Dkよりも低くなります。ソルダーマスク、表面仕上げ、局所的な銅めっき、部品パッドなどはすべて、この結果に影響を与える可能性があります。また、ベース箔を選択した後、外層めっきによって導体の厚さも変化します。
埋め込み型マイクロストリップおよびストリップライン
埋め込み型マイクロストリップは両面が誘電体で覆われていますが、主に一方の平面を基準としています。ストリップラインは2つの平面の間に位置します。対称ストリップラインは誘電体の間隔が等しいか、ほぼ等しく、非対称ストリップラインは近い方の平面が支配的ですが、両方の平面と相互作用します。フィールドソルバーは、ラミネーション後の境界と実際の配線位置の両方をモデル化する必要があります。
コプレーナ導波路構造
同一平面上のグランドは電界拡散を制御し、シールド効果を発揮しますが、側面銅箔とのギャップがもう一つの重要な寸法となります。グランドアイランドは適切なビアパターンで基準面に接続しなければ、共振導体として動作する可能性があります。同一平面上の構造は、一般的な「グランドプレーン」ルールとして追加するのではなく、実際のマスクとグランドの形状に基づいてモデル化する必要があります。
| Structure | 有用な特性 | 注目に値するコントロール |
|---|---|---|
| 外側マイクロストリップ | アクセスしやすく、短時間で抜け出せるルート、クーポンを簡単に探せる。 | 銅めっき、ソルダーマスク、表面仕上げ、局所的な気泡、表面の不連続性。 |
| 対称ストリップライン | 十分に限定された場と予測可能な参照環境。 | 誘電体高さ、配線中心位置、ガラス構造、平面連続性、すべてに関係する。 |
| 非対称ストリップライン | 限られた積み重ねスペース内に、実用的な幅のものを収めることができる。 | 基準面と層位置の両方が必要です。単純な閉形式近似では信頼性が低くなります。 |
| コプレーナマイクロストリップ/ストリップライン | 電界拡散を制御し、RF構造をサポートできます。 | 接地、マスク、および局所的な開口部の接続により、側面ギャップ許容範囲を確保します。 |
製造ばらつきと現実的な公差予算
製造時のインピーダンスは、複数の寸法が同時に変化するため変動します。エッチングによって上下の幅が変化し、ラミネーションによってプレスされた誘電体の厚さが変化します。樹脂含有量とガラス分布は実効誘電率(Dk)に影響を与え、外層めっきとソルダーマスクによってさらに変動が生じます。適切な公差解析では、すべての入力値を公称値に維持できると仮定するのではなく、サプライヤーの実際の製造におけるプロセス能力を考慮します。
±10%は一般的な調達許容値ですが、IPC文書で定められた普遍的なデフォルト値ではありません。特定の構造やパネルサイズによっては、より厳しい許容範囲が実現可能な場合もありますが、高インピーダンス、極細、または厚メッキ構造では、許容範囲が狭くなる可能性があります。±5%以下の許容範囲を指定する前に、使用可能な形状マージン、クーポン法、ロットサンプリング、および許容値がクーポン上で測定されるのか、配線箇所ごとに保証されるのかを確認してください。
チャネルレベルの理由なくインピーダンスを厳しくすると、不良品が増加したり、配線密度を損なうような広い配線幅や配線間隔が必要になる場合があります。逆に、コネクタ、パッケージ、ビアの不連続性によってシステムマージンがほとんど残らない場合、公称±10%の許容誤差では不十分な可能性があります。許容誤差は、電気的予算と製造能力調査に基づいて決定する必要があります。
クーポンデザインとTDR検証
IPC-2141は、制御インピーダンス回路の設計ガイドであり、TDR試験方法ではありません。時間領域反射率測定法による特性インピーダンス測定は、IPC-TM-650メソッド2.5.5.7Aで規定されています。発注書には、該当する方法または合意済みの顧客手順を明記し、その方法だけでは決定できないクーポンおよび受入条件の詳細を定義する必要があります。
代表的なクーポン
クーポンは、制御対象ルートと同じ層、参照構造、銅加工、誘電体構造、およびソルダーマスク条件を使用する必要があります。差動クーポンは、ペア幅と間隔を再現する必要があります。複数の構造が存在する場合、1つのクーポン配線でそれらすべてを表現することはできません。めっきとエッチングはパネル全体で異なる可能性があるため、生産パネル上のクーポンの位置が重要になります。
測定ウィンドウと打ち上げ
インピーダンス測定に使用する均一なセクションから、起動部、プローブパッド、および初期不連続部を分離する必要があります。TDRの立ち上がり時間は、測定対象の特徴に適したものでなければなりません。立ち上がり時間が速すぎると小さな不連続部が強調され、立ち上がり時間が遅いとそれらが平均化されてしまいます。損失と分散によって傾斜したトレースが生じる可能性があるため、許容範囲と報告方法について合意しておく必要があります。
サンプリングと記録
「パネルごと」「ロットごと」「初回品のみ」は、許容値の自動的な結果ではなく、商業上および品質計画上の選択肢です。クーポン数と位置、破壊または保持の状態、ロット定義、再試験規則、プロットまたは要約結果が必要かどうかを指定してください。高信頼性プログラムの場合は、クーポン、パネル、出荷済み基板間のトレーサビリティを維持してください。

図2.10層基板におけるインピーダンス制御配線計画。
製作図面におけるインピーダンスの指定方法
インピーダンス表は、エンジニアリングチーム、CAMチーム、検査チームが同じように解釈できるほど明確であるべきです。
| フィールド | おすすめコンテンツ |
|---|---|
| クラス識別子 | プロトコル名だけではなく、Z1、Z2、DIFF85などの固有の名前を使用する。 |
| ターゲット | 公称シングルエンドまたは差動インピーダンス(オーム単位)。 |
| 公差 | プラスマイナス率、または明示的な最小値と最大値。 |
| 層 | 実際に配線された層を指します。誘電体環境が異なる場合は、「すべての内部層」とは言わないでください。 |
| 参 考 | 計算に使用される連続した平面、または複数の平面。 |
| 幾何学の権威 | 製造業者が幅や間隔を調整できるかどうか、また顧客の承認が必要かどうかを明記してください。 |
| マスクの状態 | 覆われている、覆われていない、部分的に開いている、または混合されている。 |
| クーポン/テスト | 適用可能な試験方法、クーポン数/場所、報告および処分方法。 |
| 材料/積層構造の改訂 | テーブルをリリース済みのスタックアップ改訂版にリンクすることで、ジオメトリと構築を分離できないようにします。 |
プロトコルルーティングルールはレイアウトまたは設計仕様書に記載し、インピーダンス許容値は製造図面に記載してください。この分離により、サプライヤーが「PCIe」を完全な電気的要件として解釈することを防ぎます。
アートワークのレビューには、 10層配線ガイド製造変数とドキュメントについては、以下を参照してください。 製造工程ガイド.
目標値から外れたインピーダンス測定結果の診断
不良なクーポンが発生した場合は、直ちに線幅を変更するのではなく、体系的な調査を実施する必要があります。クーポンが基板構造と一致していること、正しいスタックアップリビジョンが使用されていること、TDRの起動および測定ウィンドウが有効であること、報告された結果が過剰な損失やプローブの不連続性によって支配されていないことを確認してください。次に、実際の配線断面と誘電体厚さをソルバーモデルと比較します。
測定インピーダンスが低い場合、配線幅が広い、誘電体が薄い、実効誘電率が高い、銅が厚い、コプレーナ接地が近い、またはソルダーマスクが追加されているなどの要因が考えられます。インピーダンスが高い場合は、その逆の条件が考えられます。各配線幅が正しい場合でも、ペア間隔によって差動結果が変動することがあります。推測で入力値を変更するよりも、マイクロセクションデータと再計算されたモデルの方が有用です。
ミスが系統的に発生する場合は、工程校正モデルとアートワーク補正を更新してください。パネル位置によってミスが局所的に発生する場合は、エッチング、めっき、またはラミネーションの均一性を調査してください。再加工または現状使用のいずれの処分においても、クーポン率だけでなく、システム全体のマージンを考慮する必要があります。
スタックアップ表とインピーダンス表を提出して審査を受けてください。
周波数、損失、およびTDR番号の意味
特性インピーダンスはしばしば単一の数値で表されますが、実際の相互接続は分散性と損失性を持ちます。誘電特性、銅の粗さ、表皮効果は周波数によって変化するため、見かけ上のTDRトレースは長い試験片に沿って傾斜する可能性があります。短い均一なセクションでも、異なるエッジレートやデエンベディング方法で測定すると、異なる値を示す場合があります。したがって、合格基準では、スクリーンショットだけに頼るのではなく、値の読み取り場所と方法を明確に定義する必要があります。
インピーダンス試験片が合格したからといって、挿入損失が低いとは限りません。2つの配線が両方とも50Ωのインピーダンス値を示す場合でも、片方が粗い銅線と高損失誘電体を使用している可能性があります。逆に、損失の大きい配線では、物理的な形状が均一であっても、TDR波形の終端が異なって見えることがあります。チャネル損失が重要な場合は、TDRに加えて、適切な信号損失試験片またはSパラメータ測定を実施してください。
クーポン価格の差額に関する落とし穴
差動TDRでは、バランスの取れた照射と測定セクションまでの電気長の均等化が必要です。プローブパッドの非対称性、ファンアウトの不均等性、または基準面の開口部は、ペアインピーダンス問題のようなモード変換を引き起こす可能性があります。クーポンには、照射部と評価ウィンドウを分離するのに十分な均一な長さを含め、実際のマスクと基準構造を再現する必要があります。差動モードと、必要に応じてコモンモードの両方の挙動を報告することで、単一の平均値では隠されている非対称性を明らかにすることができます。
生産相関
新しい積層構造を導入する際は、TDR測定結果と、微細断面で測定した配線幅、銅厚、誘電体間隔との相関関係を確認してください。この相関関係により、後続ロットのプロセスモデルがより信頼性の高いものになります。サプライヤーが材料構成、箔、プレスサイクルを変更した場合は、以前の補正が引き続き適用されると想定するのではなく、相関関係を見直す必要があります。
厳密な公差の実現可能性とアートワークの権限
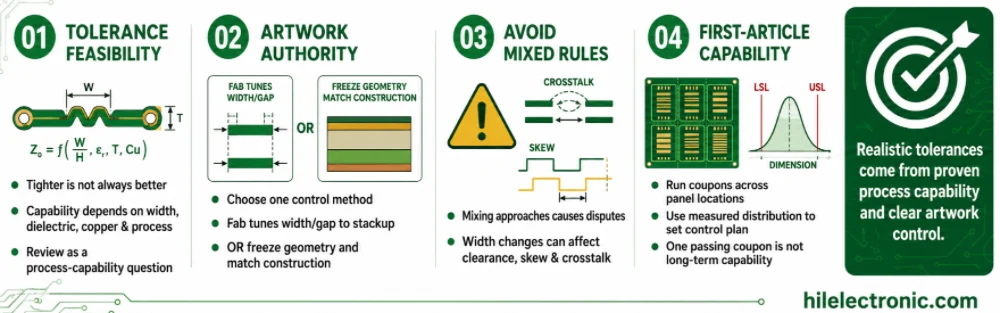
数値が小さいほど仕様が良いとは限りません。実現可能な分布は、配線幅、誘電体高さ、銅厚、パネル位置、エッチングプロセス、および表面めっきの有無によって異なります。非常に狭い配線では、わずかな絶対的なエッチング変動でも大きなパーセント変化が生じる可能性があります。また、非常に高インピーダンスの配線では、非現実的な幅や誘電体ギャップが必要になる場合があります。製造業者は、許容差を単なる販売オプションとして受け入れるのではなく、プロセス能力の問題として検討する必要があります。
リリース前に、アートワークの管理権限を誰が持つかを合意しておく必要があります。一つの方法は、顧客が公称形状を提供し、製造業者がリリースされたスタックアップに合わせて幅とペアギャップを調整することを許可するというものです。もう一つの方法は、形状を固定し、サプライヤーに構造を完全に一致させるよう要求することです。これら二つの方法を混在させると、サプライヤーがライン幅を調整した際に、レイアウトのクリアランス、スキュー、またはクロストークモデルが元の形状を前提としていた場合に、紛争が生じる可能性があります。
新規製造の場合、代表的なパネル位置から試験片を採取し、初回品検査を実施することを検討してください。測定された分布に基づいて、現実的な生産管理計画を策定します。合格した試験片が1つだけでは長期的な能力を確立することはできませんが、統計的に妥当なプロセスであれば、過剰な検査を行うことなく、より狭い範囲の許容範囲を維持できる可能性があります。
インピーダンス解放チェックリスト
インピーダンス要件は、ターゲット、伝送線路構造、製造権限、および検証計画がすべて定義された場合にのみ完了します。層、基準、許容差、およびマスク条件が示されていない「50Ω」または「100Ω差動」とだけ記載された図面では、供給者が推測に基づいて判断せざるを得ません。
- 各インピーダンスクラスを、信号層、基準面、目標値、許容誤差、および構造タイプによって識別します。
- 設計意図として公称形状を提供し、サプライヤーが幅またはペア間隔を調整できるかどうかを明記してください。
- モデルにプレスされた誘電体、完成した台形銅、ソルダーマスク、およびその近傍の銅。
- 建設現場固有の材料データ、または文書化された製造業者設計モデル(Dkモデル)を使用してください。
- 実際の生産構造を反映し、TDR方式、サンプリング頻度、およびレポート内容を定義する設計クーポンを作成する。
- クーポンインピーダンスの検証は、チャネル挿入損失、ビア、コネクタの適合性検証とは別に実施してください。
厳しい公差は、チャネル感度と実証済みのプロセス能力によって正当化されるべきである。これは、連続したリターンパス、良好なビア遷移、または完全な損失モデルの代わりになるものではない。
測定の不確かさとクーポンと製品の相関関係
TDR測定結果は、試験片、照射条件、治具、測定器の帯域幅、基準面品質、校正、および報告するインピーダンス領域の選択方法によって影響を受けます。これらの条件が一致していない場合、2つの試験所で同じ試験片でも異なる結果が出る可能性があります。したがって、受入手順では、目標値と許容範囲だけでなく、より詳細な定義が必要です。
- 試験方法または顧客の手順、および機器/校正に関する要件を特定する。
- クーポン期間、発売時の削除またはゲーティング方法、および報告値に使用される地域を定義します。
- クーポンは、製品構造と同じパネル構造、層、銅、および基準システムに基づいて作成してください。
- 報告された値が平均値、中央値、期間指定結果、またはその他の合意された統計値のいずれであるかを記録してください。
- 外れ値、破損したクーポン発行、および再テストの処理方法を定義する。
クーポン相関にも限界があります。長い直線状のクーポンでは、製品上のすべてのパッド、ネックダウン、ビア、コネクタの立ち上がり部、プレーン開口部を網羅することはできません。これらの不連続部は、チャネルモデルまたは専用のテスト構造に含める必要があります。逆に、インピーダンスクーポンに複雑な製品特性を追加すると、プロセスインピーダンスと意図的な不連続部を分離することが難しくなる場合があります。
厳しい公差が求められるプログラムでは、測定された試験片の形状と断面データをフィールドソルバーモデルと比較し、相関関係を検証する必要があります。インピーダンスが高い場合や低い場合は、図面を変更する前に、プレスされた誘電体、導体の上下幅、銅の厚さ、および材料構造を検討する必要があります。物理的な原因を特定せずに配線幅を調整すると、ロットは合格するものの、再現性が低下する可能性があります。

おすすめの投稿

Taconic RF-35基板製造サービス - 試作品から量産まで
図1. Taconic RF-35 PCB Taconic RF-35は主力製品です...

Isola Astra MT77 PCB製造
図1. Isola Astra MT77 PCB製造Isola Astra...

カスタムRogers RO4835 PCB製造および組立サービス
図1. Rogers RO4835 PCB Rogers RO4835 PCBは...

Nelco N4000-13 PCB 材料および製造ガイド | Highleap Electronics
図1. Nelco N4000-13 PCB Nelco N4000-13 PCBは...
PCBの見積もりを取得する方法
DFM/DFA解析を実施し、結果をレポートとしてお送りします。弊社ウェブサイトから安全にファイルをアップロードできます。お見積もりには以下の情報が必要です。
-
- Gerber、ODB++、または .pcb 仕様。
- 組み立てが必要な場合のBOMリスト
- 数量
- ターンタイム
PCBAサービスをご利用の場合は、BOM(部品表)と具体的な組立指示書をご提出ください。また、DFM/DFA解析により、製造性と組立性を最適化し、スムーズな製造プロセスを実現します。