
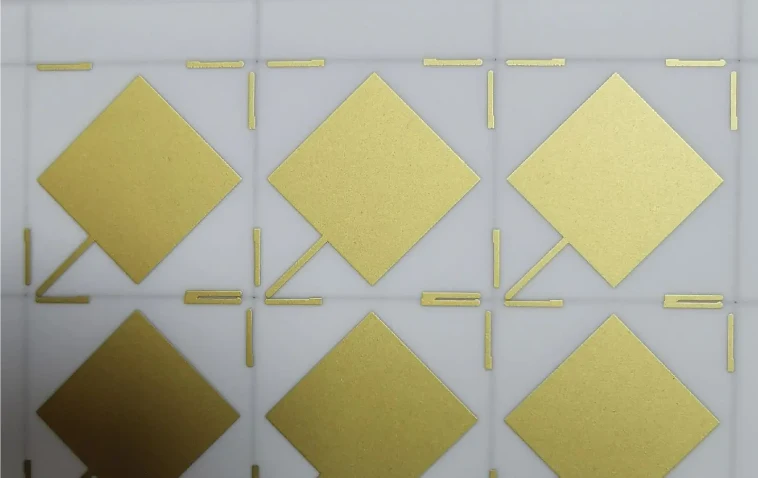
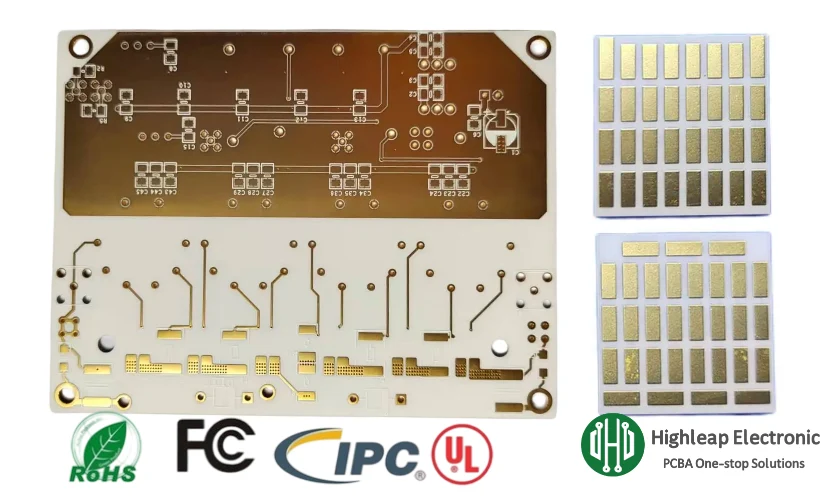
陶瓷基板PCB制造及SMT组装服务

A 陶瓷基板PCB 采用氧化铝 (Al₂O₃)、氮化铝 (AlN) 或氮化硅 (Si₃N₄) 作为机械基底和电绝缘体——铜电路与安装表面之间没有介电层。热阻范围为 0.3°C/W (AlN DBC) 至 0.8°C/W (氧化铝 DBC),相比之下,铝基 MCPCB 的热阻为 3°C/W,FR4 的热阻为 15°C/W。
本指南重点介绍材料选择之后的内容:热堆叠集成、基板厚度、表面处理、失效模式、组装和规范编写。
关键精华
- 陶瓷基底是散热堆叠结构中的一层——基板、导热界面材料和冷板必须协同优化。
- 0.635毫米是生产标准;更薄的基板可以提高散热性能,但会降低操作容差。
- 表面光洁度决定SMT良率和键合性能——SMT采用ENIG,需要键合时采用硬金。
- 大多数现场故障可追溯到三个根本原因:安装引起的裂纹、DBC分层和边缘崩裂。
- 完整的规格说明需要 12 个参数——其中最常被忽略的两个参数是底部表面光洁度和隔离测试电压。
1)散热堆叠中的陶瓷基板PCB
陶瓷基板并非独立的散热解决方案。它只是从器件结到冷却剂的叠层结构中的一层——其上下各层直接影响系统的热阻。
厚度为 50 µm、导热系数为 3 W/m·K 的硅基导热界面材料 (TIM) 焊盘,在导热系数为 0.3°C/W 的氮化铝 (AlN) DBC 板上,会增加 0.5–1.0°C/W 的导热系数,使总阻抗几乎翻倍。在许多系统中,从硅基 TIM 切换到相变材料比从氧化铝升级到氮化铝更能有效地降低结温。
影响整个技术栈的三项规范决策:
- 底部铜覆盖率: 全覆盖的底部铜层可最大限度地降低陶瓷与导热界面处的扩散电阻。而部分覆盖则会形成热死区,且与基材无关。
- 底部铜平整度: ≤25 µm 的 TIR 可实现超薄、高导电性的 TIM(相变材料、焊料、银烧结材料)。仅此一项规格即可将 TIM 的导电率从 3 W/m·K 提升至 150+ W/m·K。
- 基材厚度: 更薄的芯片可以降低垂直导电电阻,但也会降低横向扩散。对于大尺寸芯片,更薄的芯片总是更好的选择。对于大尺寸基板上的小尺寸芯片,在决定之前需要进行建模。
2)基板厚度选择
厚度同时影响两个方面:热阻(越薄越好)和机械强度(越厚越强)。默认的 0.635 毫米厚度适用于大多数应用,但并非所有应用都适用。
| 厚度 | 使用时间 | 避免何时 |
|---|---|---|
| 0.25–0.32毫米 | 小尺寸(<15×15毫米),永久粘合在金属载体上;激光二极管子安装座 | 任何需要手动搬运、螺丝安装或无支撑板材(厚度大于 20 毫米)的应用 |
| 0.38 毫米 | 中等尺寸(15–40 毫米)模块粘合在底板上;严格的热预算和受控操作 | 夹紧式或压入式连接;适用于高振动环境,无需刚性粘接 |
| 0.635 毫米 | DBC电源模块生产标准;金属衬套螺钉安装;一般装配搬运 | 在永久粘合应用中,0.38 毫米的厚度即可显著提高热裕度。 |
| 1.0毫米+ | 大尺寸(>60 毫米);生产过程中频繁搬运;重型悬臂部件 | 热关键型应用——仅从热学角度考虑,增加导热电阻很少是合理的。 |
有一个限制因素凌驾于热优化之上:隔离电压。在介电强度为 17 kV/mm 时,0.635 mm 厚的氧化铝基板可提供约 10 kV 的工作隔离电压。无论热预算如何,需要高于 10 kV 隔离电压的应用都不能使用更薄的基板。
3)表面处理选项
表面光洁度决定了可焊性、引线键合性和产品保质期。必须分别针对顶面和底面进行规定,并且必须与整个装配流程相匹配,而不仅仅是第一步。
| 完成 | 结构 | 最适合 | 不适合 |
|---|---|---|---|
| 沉金 | 3–6 µm 镍/0.05–0.1 µm 金 | SMT贴片组装;无铅焊料;大多数量产型陶瓷基板PCB | 引线键合——薄金层会导致键合层脱落 |
| 硬金 | 3–5 µm 镍 / 0.5–2.0 µm 金(电镀) | 引线键合(铝楔形、金球形);连接器触点;混合封装 | 金层厚度大于 1.5 µm 会导致焊料脱湿——需通过组装工艺进行验证 |
| 裸铜/OSP | 蚀刻后的或有机防腐剂 | 焊料或银烧结体附着于冷板上;成本敏感型即时组装 | 引线键合;多次回流焊循环;无需密封包装即可长期保存 |
| 沉银 | 0.1–0.3 µm 银 | 在射频/微波电路中,表面电导率可降低 1 GHz 以上的插入损耗。 | 不受控制的储存环境——硫锈会降低焊接性能 |
当同一块电路板上既需要SMT贴片又需要键合引线时,应在所有焊盘上采用硬金镀层。分区镀层(SMT焊盘采用ENIG镀层,键合焊盘采用硬金镀层)会增加工艺复杂性,而节省的金量却不足以抵消其带来的成本。
4)现场故障模式
陶瓷基板PCB的失效属于机械失效和界面失效,而非像FR4那样与化学或湿度有关。这三种主要失效模式都可以通过设计来预防。
安装引起的裂纹 这是最常见的现场故障。裸露的螺钉安装(不使用金属衬套)会产生氧化铝(断裂韧性 3–4 MPa·m½)无法承受的点载荷。解决方法:在所有螺钉位置钎焊或环氧树脂粘合金属衬套;对于 0.635 mm 厚的氧化铝,M3 及以上铝衬套的扭矩限制为 0.3–0.5 N·m。使用粘合剂将部件连接到冷板上可以完全消除安装点载荷。
DBC在热循环下的分层 当粘合质量较差或铜片几何形状导致应力集中时,就会发生这种情况。边缘陡峭的大块孤立铜片风险更高。解决方法:避免铜片长宽比大于 5:1;规定最小粘合剥离强度 ≥20 N/cm²;要求在首件鉴定时按照 JEDEC JESD22-A104 标准进行热冲击测试。
边缘崩裂和裂纹扩展 故障始于搬运损伤——单片拆解或电路板掉落过程中产生的微裂纹。这种裂纹在检测时肉眼不可见,但在热循环作用下会扩展成开路。解决方法:倒角(半径≥0.3毫米);铜箔边缘间距≥0.5毫米;对高可靠性批次采用荧光裂纹检测。
芯片粘接焊料疲劳 影响焊接在氧化铝上的硅芯片——约 3.5 ppm/°C 的热膨胀系数不匹配会产生剪切应力,导致 SAC305 焊点在 1,000-3,000 次汽车热循环内失效。解决方法:GaN/SiC 器件使用 AlN 衬底(热膨胀系数不匹配约为 1.1 ppm/°C);指定汽车芯片粘接采用银烧结工艺——烧结银在 ΔT = 150°C 下可承受 10,000 次以上的循环;X 射线检测要求空隙率 ≤5%。
5)组装和集成
标准的FR4组装参数会损坏陶瓷基板。这些差异并非可选项,而是为了防止开裂和接合失效,这些问题事后很难诊断。
回流焊温度曲线: 将升温速率降低至 1–2°C/s(FR4 为 3°C/s)。将 150–180°C 的保温区延长至 90–120 秒,以使陶瓷在回流焊前温度均匀分布。峰值温度和高于液相线温度的时间保持不变。
按可靠性要求划分的芯片连接方式:
- SAC305 焊锡: 适用于非汽车应用;X射线检测空隙率≤10%;适用于ΔT≤100°C下循环次数<3,000次。
- AuSn/AuGe共晶体: 适用于气密封装和高温应用;需要镀金焊盘;接头刚度高于银烧结焊盘。
- 银烧结: 最适用于汽车和航空航天领域;焊点导电率为 150–250 W/m·K;后续操作中无重熔风险;芯片粘接焊盘需要裸铜或银表面处理。
电气互连——压入式连接器不能用于陶瓷。 标准选项:焊接针座;带弹簧触点的边缘连接器;扁平/柔性电缆粘合;直接表面贴装到系统 PCB(将陶瓷模块视为一个组件,根据陶瓷的质量和 CTE 设计散热焊盘和焊料体积)。
冷板附件,按热阻由低到高排列: 焊接/钎焊 → 银烧结 → 带夹具的相变导热界面材料 → 带螺钉夹具的导热硅脂。
6) 如何编写完整的规范
规格不完整是导致报价延迟和首件失败的主要原因,而非制造能力问题。陶瓷基板PCB的询价单需要包含以下12个参数,且必须全部提供:
- 基材及纯度 — Al2O₃ 96%、Al2O₃ 99.6%、AlN 或 Si₃N₄
- 基板厚度±公差 例如,0.635 毫米 ± 0.05 毫米
- 金属化工艺 — DBC、厚膜、薄膜或 AMB
- 铜厚度,顶部和底部 — 单独指定;例如,DBC 为 0.3 毫米/0.3 毫米。
- 表面光洁度,顶部和底部 — 最常被省略;底部表面处理必须与冷板连接方式相匹配
- 电路板尺寸和公差 — 如有需要,请添加角倒角或圆角
- 最小走线宽度和间距 — 在最终确定布局之前,请根据制造商的能力进行确认。
- 通过要求 — 直径、填充材料、表面处理
- 电气测试要求 — 导通/隔离电压;必要时需施加高压;第二大最常被省略的字段
- 资格要求 — 热循环范围和循环次数;粘合强度;适用标准(AEC-Q101、IEC 60068-2-14、MIL-PRF-38534)
- 数量细分 — 原型制作和量产可能在不同的生产线上进行,定价和交货时间也可能不同。
- 层叠结构(多层设计) — 陶瓷层和导电层顺序;用于低温共烧陶瓷或共烧陶瓷的过孔填充和盖层
提交前DFM审查
即使是纸面上的完整规格说明,也可能包含不兼容的参数组合——例如,在 0.25 毫米厚的 DBC 基板上实现 100 微米的走线/间距。Highleap Electronics 在报价流程中提供 DFM 审核服务。我们的团队会在报价前审核 Gerber 文件和完整规格说明,确认工艺能力并识别潜在问题,然后再进行任何材料采购。
7)相关产品
- DBC基质: 功率电子器件中最常见的陶瓷基板PCB结构是将铜在约1,065°C的温度下键合到陶瓷上。工程师在谈到功率模块的“陶瓷基板PCB”时,通常指的是带有图案的DBC基板。
- 厚膜陶瓷PCB: 丝网印刷导体(5–20 µm),烧结温度为 850–1,000°C。与 DBC 相比,中等电流应用成本更低;可在陶瓷基体中集成电阻器和电容器。
- AMB 基质: 活性金属钎焊采用 Ag-Cu-Ti 钎料,钎焊温度为 800–900°C。铜-陶瓷结合强度高于 DBC;是 Si₃N₄ 基板和需要 10,000 次以上热循环寿命的汽车模块的首选钎焊工艺。
- LTCC: 多层陶瓷,内部嵌入导体和过孔,在 850–900°C 下共烧。用于射频模块和多芯片封装,其中陶瓷基底是三维互连结构,而不仅仅是导热基板。
- IMS/金属芯PCB: 当对陶瓷的热预算没有要求时,这是一种成本更低的替代方案。其热阻比氧化铝DBC高3-5倍。当应用的热预算允许时,这是正确的选择。
- 陶瓷基板PCB组装: 芯片贴装、引线键合和高温回流焊与基板制造同时进行,降低了操作风险,并确保了工艺兼容性。

常見問題解答
陶瓷基板PCB和DBC基板有什么区别?
DBC(直接键合铜)是一种金属化方法——将铜箔在约1,065°C的温度下键合到陶瓷上。所有DBC基板均为陶瓷基PCB,但陶瓷基PCB也包括厚膜和薄膜结构。在电力电子领域,这两个术语经常互换使用;而在射频应用中,陶瓷基薄膜比DBC更为常见。
陶瓷基板PCB可以直接替代金属基板PCB吗?
不重新设计就无法实现。陶瓷板在安装孔处需要金属衬套,回流焊升温速率更慢(1–2°C/s),不能使用压入式连接器,并且单片封装规则也不同。其散热性能确实有所提升——0.3–0.8°C/W,而铝基MCPCB的散热性能为3°C/W——但这种替换需要对安装、互连和组装工艺进行明确的修改。
SMT和引线键合都需要什么样的表面处理?
需要使用硬金(3–5 µm 镍/0.5–2.0 µm 金电镀层)。ENIG 的约 0.05 µm 金层太薄,不适用于引线键合,容易导致键合脱落。如果组装顺序中同时包含 SMT 和引线键合,则所有焊盘均应采用硬金。
为什么陶瓷基板PCB在通过来料检验后仍然会开裂?
大多数检测后发现的裂纹源于装配过程,而非基材缺陷:例如裸露的螺钉安装、紧固件扭矩过大或冷板表面不平整。单件装配产生的亚临界微裂纹(标准检测无法察觉)在热循环作用下也会扩展为开路。在进厂和金属套管安装阶段进行荧光裂纹检测可以预防这两种失效模式。
陶瓷基板PCB原型制作周期是多久?
氧化铝双相接触膜:2-4周。氮化铝双相接触膜:3-5周。厚膜:3-4周。薄膜:4-6周。定制尺寸需额外增加1-2周。在询价时提供全部12项规格参数可避免最常见的延误原因。
陶瓷基板PCB和高温PCB是一样的吗?
不。高温PCB涵盖陶瓷、PTFE/玻璃、聚酰亚胺和金属芯基板——任何额定温度高于FR4 130–150°C极限的电路板。陶瓷基板是性能最高的类别:工作温度超过300°C,导热系数比聚合物介质高60–600倍。PTFE也属于高温材料,但导热系数没有优势。

推荐文章
PCB制造用CCL短缺
本页内容:为什么覆铜层压板的供应至关重要……
PCB材料短缺对成本和交货期的影响
本页内容:为什么PCB材料短缺持续影响……

用于多层PCB制造的预浸料
本页内容:了解芯材和预浸料……

适用于高速数字和射频应用的低损耗PCB制造
本页内容包括:什么是低损耗PCB制造?何时需要低损耗PCB制造?
如何获取 PCB 报价
让我们为您运行 DFM/DFA 分析并向您提供报告。
您可以通过我们的网站安全地上传您的文件。
我们需要以下信息才能给您报价:
-
- Gerber、ODB++ 或 .pcb,规格。
- 如果需要组装,请提供 BOM 清单
- 数量
- 转弯时间