
How to Manage PCB MOQ and Cut Manufacturing Costs

PCB MOQ exists because every order carries fixed engineering and setup work—regardless of whether you build 5 boards or 500. The key is knowing how MOQ is defined (pieces, panels, area, or order value), what drives it higher, and how to reduce waste while still meeting your schedule and quality requirements.
Table of Contents
- Why MOQ Exists in PCB Manufacturing
- How PCB MOQ Is Defined (Pieces vs. Panels vs. Area vs. Value)
- Typical MOQ Thresholds by Supplier Type and Technology
- MOQ for PCB Fabrication vs. Assembly (PCBA) vs. Components
- What Specs Increase MOQ (and Why)
- Strategies to Manage MOQ Efficiently
- When to Accept a Higher MOQ (Cost & Risk Framework)
- Highleap Electronics MOQ Policies & Practical Options
- MOQ FAQ
At Highleap Electronics, we know different projects require different volumes. This guide explains how MOQ works in real manufacturing terms—and how to choose the best approach for prototypes, pilot runs, and production.
1. Why MOQ Exists in PCB Manufacturing
MOQ isn’t an arbitrary restriction—it reflects real factory economics and production flow.
1.1 Fixed Costs Exist No Matter the Quantity
Every PCB order triggers work that does not scale down linearly with volume:
- Engineering review: data verification, DFM checks, stackup/impedance confirmation
- CAM & tooling prep: drill programs, imaging files, inner-layer scaling, coupon planning
- Line setup: first article checks, process settings, AOI rules, test preparation
- Panel planning: panelization strategy, rails, fiducials, tooling holes, V-cut/tab routing
These costs exist whether you order 5 boards or 500. That’s why small orders carry higher per-board cost—and why some factories enforce a minimum.
1.2 PCB Manufacturing Is Panel-Based (Not “One Board at a Time”)
Most PCB processes run on panels:
- Laminate and copper-clad material comes in panel/large-sheet formats
- Imaging, etching, plating, solder mask, and surface finish are processed panel-by-panel
- Routing/V-cut also happens at the panel level
A “5-piece order” may still require one or multiple full panels to run efficiently.
1.3 MOQ Protects Factory Utilization and Pricing Stability
If a factory spends significant labor and machine time on very low-value orders, it hurts overall utilization. MOQ helps:
- ensure the order is economically viable
- keep standard pricing reasonable for most customers
- reduce production disruption from many tiny jobs
2. How PCB MOQ Is Defined (Pieces vs. Panels vs. Area vs. Value)
One major reason customers get confused about MOQ is that different suppliers measure “minimum” differently.
2.1 MOQ by Pieces (Boards)
The most common customer-facing MOQ is “X pieces minimum” (e.g., 5 pcs, 10 pcs).
But behind the scenes, this usually maps to a minimum panel run or minimum order value.
2.2 MOQ by Panel (Panel Minimum)
Some factories quote MOQ as “minimum panels” (e.g., 1–2 panels minimum).
If your board is small and fits many-up per panel, panel MOQ can still be efficient.
2.3 MOQ by Area (Square Inches / Square Meters)
Many manufacturers use area-based MOQ because it aligns with material consumption and process time:
- Minimum charge per order (e.g., minimum 0.5–1.0 m²)
- Area pricing encourages fair cost distribution for very small boards
2.4 MOQ by Order Value (Minimum Charge / Minimum Spend)
Instead of a hard piece count, some suppliers set a minimum order value (e.g., “minimum $100 per order”).
This is often the most flexible MOQ policy for prototypes.
2.5 MOQ by Material/Process (Special Minimums)
Even if the factory allows 1–5 pcs, some specs can force minimums because of:
- minimum material purchase quantities (special laminates)
- process batching constraints (e.g., ENIG chemistry runs, special solder mask colors)
- special testing or coupons that require enough panel space
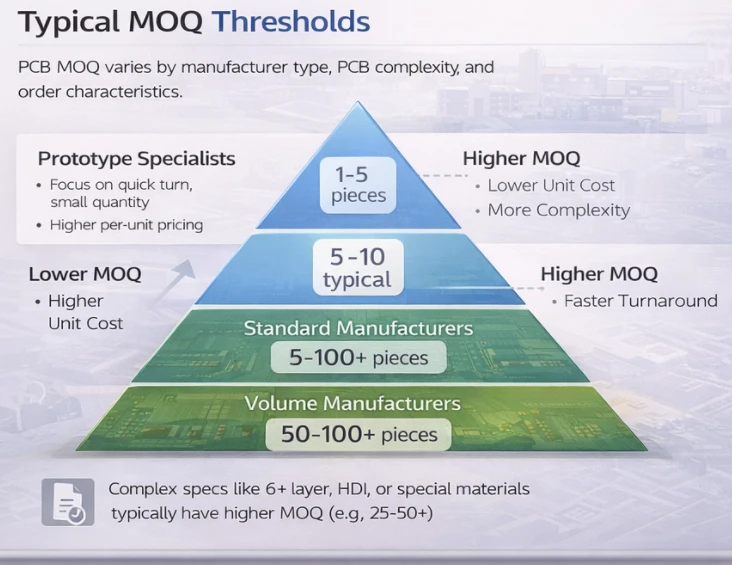
3. Typical MOQ Thresholds by Supplier Type and Technology
MOQ varies widely depending on what the factory is optimized for.
3.1 Prototype-Focused Suppliers
- Typical MOQ: 1–5 pcs
- Best for: prototypes, proof-of-concept, engineering validation
- Trade-off: higher unit price, limited special-process capability depending on vendor
3.2 Standard Manufacturers (Prototype + Small Batch + Production)
- Typical MOQ: 5–10 pcs (or minimum charge)
- Best for: prototypes to pilot runs, steady small batch programs
- Trade-off: better balance of price, capability, and lead time
3.3 Volume Manufacturers
- Typical MOQ: 50–100+ pcs (sometimes much higher)
- Best for: stable production designs
- Benefit: best unit cost at scale, mature process control
3.4 MOQ Increases with Technology Level
As you move from standard boards to advanced tech, MOQ often rises:
- 2–4 layer FR-4: low MOQ widely available
- 6–10 layer: MOQ may increase depending on stackup and inspection requirements
- HDI (microvias/laser): often requires higher minimums due to batching and yield control
- RF/high-speed materials: MOQ affected by laminate minimum buys and specialized processing
4. MOQ for PCB Fabrication vs. Assembly (PCBA) vs. Components
Even if PCB fabrication MOQ is low, PCBA and component constraints can set the “real” minimum.
4.1 PCB Fabrication MOQ Drivers
- Panel utilization: smaller boards can reduce effective MOQ by fitting more-up
- Material minimums: special laminates may require minimum purchase/usage
- Process setup: imaging, drilling, plating, solder mask, surface finish setups
4.2 PCBA (Assembly) MOQ Drivers
Assembly typically has higher minimums because there are more fixed steps:
- Stencil cost: fixed cost amortized by quantity
- SMT programming + setup: feeder loading, first article validation
- Component kitting: verification effort doesn’t scale down much
- Testing: test plan, fixture, programming steps can dominate cost
For flexible assembly quantities, see our low MOQ PCB assembly options.
4.3 Component MOQ (Often the Hidden Limiter)
Even when a factory can assemble 5 pcs, a single component might require:
- minimum order multiples (e.g., reel quantities)
- minimum purchase from distributors
- restricted/allocated parts with sourcing constraints
That’s why turnkey PCBA MOQ is often driven by the highest MOQ among PCB fab, assembly, and components.
5. What Specs Increase MOQ (and Why)
Some requirements raise MOQ because they increase setup complexity, reduce yield, or require batching.
- Special laminates: specialty low-loss laminate, PTFE, high-Tg or specialty prepregs (material minimums)
- Advanced surface finish: ENIG/ENEPIG, hard gold edge fingers (chemistry batching + cost)
- Impedance control: coupons, tighter verification requirements
- HDI features: laser drills, microvias, stacked vias (process complexity/yield)
- Heavy copper / thick boards: slower processing and tighter control
- Tight tolerances: finer trace/space, small annular rings, controlled drill-to-copper
- Special solder mask colors: some colors or finishes can require minimum batch runs
- High inspection/testing requirements: 100% electrical test, microsection analysis, IPC class requirements
Tip: If your project is early-stage, you can often prototype with “standard-friendly” specs first, then tighten requirements for later builds.
6. Strategies to Manage MOQ Efficiently
Here are practical ways to meet MOQ without wasting budget or inventory.
6.1 Use Minimum Charge / Area-Based Pricing When Possible
If you only need a few boards, a supplier with a minimum charge (instead of piece MOQ) is often best.
6.2 Panelization: Get More Value per Panel
Panelization can lower per-unit cost and help meet panel MOQ:
- add rails/tooling holes/fiducials for stable production
- use V-cut or tab routing to optimize depaneling
- maximize utilization while maintaining manufacturability
6.3 “Combo Panel” (Multiple Designs on One Panel)
Great for prototypes when you need 2–4 different boards:
- combine several small designs onto one panel
- meet the factory’s panel MOQ while receiving fewer of each design
- best when materials/thickness/finish are the same across designs
6.4 Time-Based Consolidation (Batch Your Releases)
Instead of ordering 10 pcs five times, plan one 50 pc run when possible—this reduces repeated setup costs.
6.5 Accept MOQ and Stock (When the Economics Work)
Sometimes ordering MOQ is cheaper overall:
- compare cost at “need qty” vs. MOQ qty
- consider storage, handling, and obsolescence risk
- PCBs store well; assembled PCBAs may have moisture sensitivity and component aging concerns
6.6 Negotiate with a Predictable Forecast
Factories are more flexible when you can show future demand:
- share a 3–6 month forecast
- use blanket PO or scheduled releases
- request MOQ flexibility for early builds
6.7 For PCBA: Reduce Component MOQ Pain with Approved Alternates
Add alternates for passives, regulators, connectors, memory, etc. This:
- improves availability
- reduces minimum purchase constraints
- protects lead time
7. When to Accept a Higher MOQ (Cost & Risk Framework)
The right decision is rarely “lowest unit price”—it’s about total cost and risk.
7.1 Compare Total Cost (Not Just Unit Cost)
Example:
- Supplier A: MOQ 10, $15/board = $150 total
- Supplier B: MOQ 50, $4/board = $200 total
If you truly only need 10, Supplier A is cheaper.
If you will likely use 50 over the next months, Supplier B becomes better value.
7.2 Add Risk Cost to the Equation
Higher MOQ increases:
- inventory carrying cost
- ECO/obsolescence risk (design changes make stock unusable)
- cashflow pressure
If the design is not stable, lower MOQ usually wins—even at higher unit price.
7.3 Quality and Process Maturity Considerations
Volume-oriented suppliers often have stronger process control and equipment. If your product is safety-critical or high-reliability, a higher MOQ may come with better consistency and yield.
8. Highleap Electronics MOQ Policies & Practical Options
We offer flexible MOQ options across prototypes, pilot runs, and production.
8.1 PCB Fabrication MOQ
- Prototype orders: typically low MOQ (commonly 5 pcs minimum or minimum charge)
- Small batch: scalable quantities based on panel utilization and specs
- Production: best pricing typically at 100+ (varies by design and process)
8.2 Assembly (PCBA) MOQ
- Prototype assembly: low MOQ options available depending on BOM/testing
- Small batch: improved economics at 10–50+
- Production: optimized pricing and throughput at 100+
See our low MOQ PCB assembly program for small quantity needs.
8.3 Flexible Solutions We Commonly Use
- panel optimization and combo panels (multiple designs)
- phased delivery (meet MOQ but ship in stages)
- blanket orders for repeat builds
- component sourcing strategies to reduce BOM-driven MOQ issues
8.4 Cost Transparency
We can quote multiple quantity breakpoints so you can choose the best total-cost option. For deeper cost structure, see PCB fabrication cost and assembly cost.
9. MOQ FAQ
Q1: Why do some suppliers offer 1–2 pcs MOQ while others require 50+?
Because they’re optimized for different business models. Prototype shops price in setup costs and accept small orders; volume factories protect throughput with higher minimums.
Q2: Is MOQ always a “piece count”?
No. Many suppliers use minimum order value or minimum area. Always confirm whether MOQ is by pieces, panels, area, or minimum charge.
Q3: If PCB MOQ is low, can PCBA still be high?
Yes. Assembly has stencil/setup/kitting/testing costs, and component minimum buys can force practical MOQ higher.
Q4: How can I reduce MOQ without changing suppliers?
Use combo panels, batch releases, phased delivery, and approved alternates—these often solve MOQ pressure without sacrificing quality.
Q5: When should I accept a higher MOQ?
When the design is stable, future demand is likely, and the unit-cost savings outweigh inventory and ECO risk.
Bottom line: MOQ is an economic reality of PCB manufacturing—but you can manage it intelligently. If you share your board size, stackup, finish, and expected annual volume, we can recommend the best MOQ and pricing breakpoint for your project.
Angel has more than 15 years of experience in the PCB and PCBA industry, with in-depth knowledge of HDI, high-multilayer boards, rigid-flex PCBs, and high-speed, high-frequency materials. She bridges technical and market perspectives, supporting PCB and PCBA projects across robotics, medical devices, IoT, automotive, communications, and UAV (drone) applications.

Recommended Posts

Pilot Run PCB Assembly for Production Validation
Table of contents What a PCB Assembly Pilot Run Should...
Contract Manufacturing Transfer Without PCBA Supply Disruption
Table of contents Why PCB Assembly Transfers Fail The...
Keyboard Controller PCB Manufacturer | MCU Programming
A keyboard controller PCB manufacturer must deliver a...
Industrial Keyboard PCB Manufacturer | Durable Control Panels
An industrial keyboard PCB manufacturer must design the...
How to get a quote for PCBs
Let us run DFM/DFA analysis for you and get back to you with a report.
You can upload your files securely through our website.
We require the following information in order to give you a quote:
-
- Gerber, ODB++, or .pcb, spec.
- BOM list if you require assembly
- Quantity
- Turn time
In addition to PCB manufacturing, we offer a comprehensive range of electronic services, including PCB design, PCBA (Printed Circuit Board Assembly), and turnkey solutions. Whether you need help with prototyping, design verification, component sourcing, or mass production, we provide end-to-end support to ensure your project’s success. For PCBA services, please provide your BOM (Bill of Materials) and any specific assembly instructions. We also offer DFM/DFA analysis to optimize your designs for manufacturability and assembly, ensuring a smooth production process.